
Introduction
Sorbitan stearate belongs to the sorbitan fatty acid ester family and is briefly referred to as sorbitan ester. Sorbitan stearic acid ester is a surfactant. This surfactant is used as an emulsifier and is more compatible with the human body compared to other emulsifiers. Other applications of this surfactant include cosmetics, pharmaceuticals, and other chemical industries.
Due to the low HLB value of sorbitan stearate, this emulsifier is suitable for oil-in-water emulsion families. Given the many advantages of sorbitan stearate, its production is increasing worldwide. The main problem with using this surfactant is its high price. Studies conducted on the production of these products often have a commercial aspect, and their results are not fully published.

Process Description
Due to Raja Chemistry Company’s requirement for industrial-scale production of sorbitan monooleate and considering the economic significance of producing this substance, particularly within the company, this project was initiated. The industrial production of sorbitan monooleate in this project was designed based on information gathered from patents, literature, and chemistry articles in this field. Utilizing domestically sourced raw materials, the process was initially conducted on a laboratory scale in the presence of various catalysts. Subsequently, a one-ton industrial batch was executed at the company’s facility.
In summary, this project encompassed three stages: 1) dehydration, 2) cyclization and etherification of sorbitol to produce sorbitan in the presence of a catalyst, and finally 3) esterification of sorbitan with oleic acid.
In this project, the synthesis steps of sorbitan monooleate were first optimized in the laboratory and ultimately implemented as an industrial project at the Raja Chemistry complex, successfully delivered to the client. The achievements of this project include addressing the Raja Chemistry complex’s need for sorbitan monooleate, eliminating the company’s reliance on purchasing this material, and ensuring that the produced substance meets the desired specifications.

Conclusion
Simulating sorbitan monooleate production using Aspen Plus provides valuable insights into optimizing the process. Key findings include:
- Process Efficiency: Optimal reaction conditions were identified to increase yield and purity.
- Reaction Kinetics: The reaction mechanism was accurately modeled.
- Energy Efficiency: Opportunities to reduce energy consumption were identified.
- Material Balance: The process was verified for consistency and losses.
- Economic Feasibility: Production under optimal conditions is commercially viable.
- Scalability: The process can be scaled up effectively.
- Environmental Impact: Waste and emissions can be reduced.
Recommendations:
- Explore alternative catalysts or reaction conditions for further improvements.
- Validate simulation results experimentally before full-scale implementation.
This research involved:
- Modeling: Creating an Aspen Plus model of the production process.
- Simulation: Running simulations to optimize conditions.
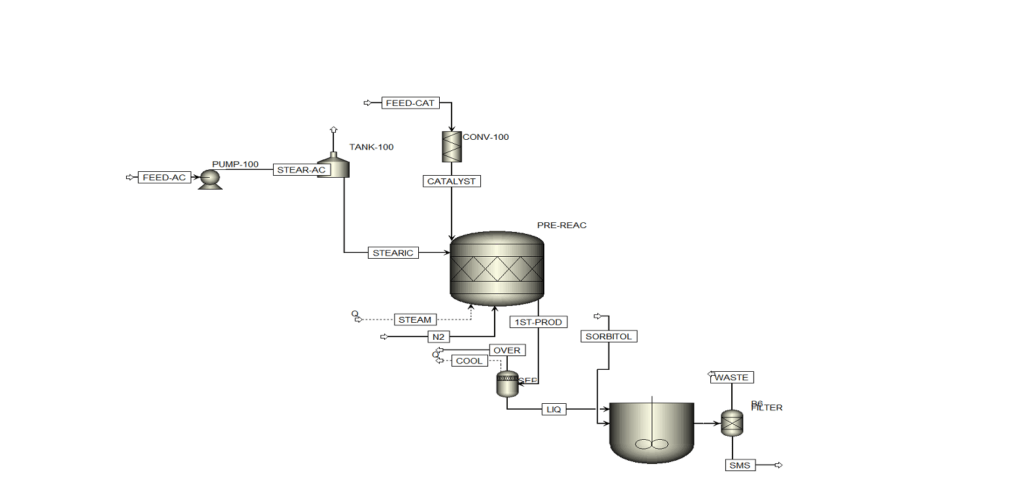
- Engineering Design: Developing process flow and instrumentation diagrams