Introduction
Climate change and global temperature increase caused by the emission of greenhouse gases such as carbon dioxide (CO2) is one of the most important environmental challenges of this century. One of the industrial sectors that plays a significant role in the production of these greenhouse gases is the steel industry.
According to statistics published by the International Energy Agency (IEA), approximately. 5% of the total global carbon dioxide emissions originate from the steel industry. The production of each ton of steel results in an average of 1.8 tons of CO2 emissions, mainly from the processes using blast furnaces (BFG) and basic oxygen furnaces.
The Importance of SEWGS Technology in Reducing Carbon Emissions
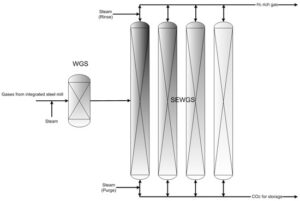
One of the advanced technologies proposed to reduce CO2 emissions in large industries, especially the steel industry, is the Enhanced Water-Gas Shift (SEWGS) adsorption technology. This technology can simultaneously improve the water-gas shift (WGS) process and absorb CO2.
In the steel industry, blast furnace gas (BFG), which contains high amounts of CO and CO2, is a major source of carbon emissions. By optimizing chemical reactions in the presence of a special adsorbent called hydrotalcite, SEWGS can convert CO to CO2 and absorb CO2. This leads to a significant reduction in CO2 emissions and the production of hydrogen-rich gas that can be used to generate clean energy.
Application of SEWGS in Other Industrial Cycles
In addition to the steel industry, SEWGS technology can be used in other industrial processes such as iron production, cement and even oil refining. This technology can be directly used to reduce CO2 emissions from process gases such as natural gas or syngas. The use of this technology in these industries can bring great environmental impacts and be effective in reducing energy costs and improving productivity.
Project Objectives:
SEWGS Process Modeling
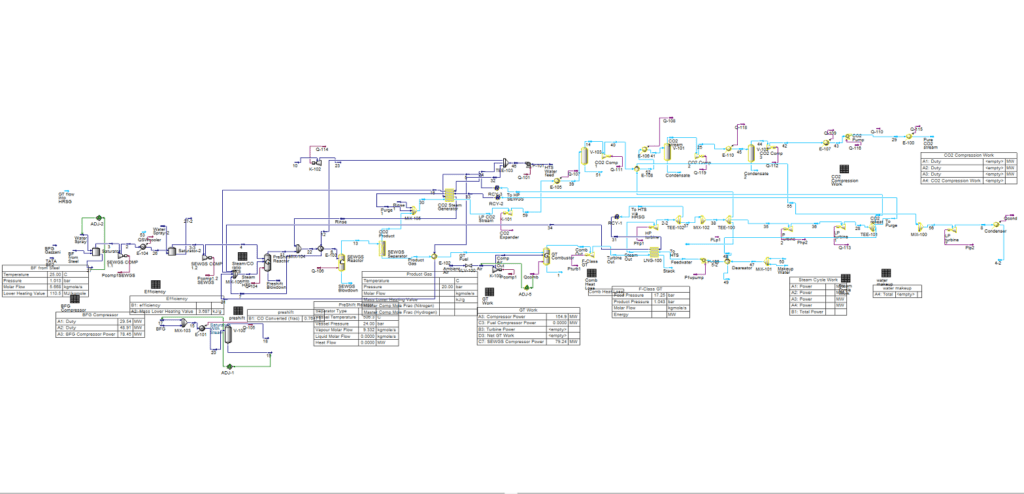
The main goal of this project is to accurately model the SEWGS process in the steel industry using the powerful Aspen HYSYS software. As one of the most reliable chemical process simulation tools, this software allows modeling complex reactions and different process configurations. Detailed modeling of the SEWGS process, including all steps from compression of BFG gas to conversion of CO to CO2 and its adsorption, is carried out in order to optimize the process performance.
Technical and Economic Evaluation
In addition to process modeling, another goal of this project is the technical and economic evaluation of the SEWGS process. In this evaluation, the capital costs (CAPEX), operating costs (OPEX) and energy efficiency of the process are examined in comparison with other CO2 adsorption methods, such as post-combustion adsorption with amine. The ultimate goal of this evaluation is to identify optimal configurations that have the lowest operating costs in addition to reducing CO2 emissions.
Optimizing Configurations
In this project, three different configurations for the SEWGS process are modeled and compared. These configurations include:
SEWGS reference: A conventional design with a high temperature shift (HTS) reactor.
Advanced modification of SEWGS: modified design with multistage reactors and split flow.
SEWGS CO2 Recovery: Using the heat recovered from the CO2 stream to generate steam and reduce energy consumption.
The SEWGS Process and How it Works:
Water-Gas Shift Reaction (WGS)
Water-gas shift (WGS) reaction, which is one of the main foundations of the SEWGS process. It is a process in which carbon monoxide (CO) and water (H2O) react together and become carbon dioxide (CO2) and hydrogen (H2). In the presence of a catalyst, this reaction is carried out effectively and the resulting CO2 is absorbed by an absorbent (hydrotalcite).
Adsorbers Used in SEWGS
One of the unique features of the SEWGS process is the use of hydrotalcite based adsorbents. These adsorbents simultaneously absorb carbon dioxide and catalyze the water-gas shift reaction. These adsorbents perform well at high temperatures (400°C) and high pressures (20-25 bar) and have the ability to absorb CO2 effectively. The performance of these absorbers has been investigated using advanced thermodynamic models in Aspen HYSYS software.
Process Operating Conditions
The SEWGS process is carried out at high temperature and pressure so that the chemical reactions take place optimally. In this project, blast furnace gas (BFG), which contains large amounts of CO and CO2, is first compressed and saturated with water, then fed into the SEWGS reactor. At a temperature of 400 degrees Celsius and a pressure of 20-25 bar, CO is converted into CO2 and CO2 is absorbed at the same time. The output gas from this process mainly consists of hydrogen, which can be used to generate electricity or other industrial uses.
Can be Used in Electricity Generation
One of the important advantages of SEWGS technology is that the hydrogen-rich gas produced in the process can be used as a clean fuel to generate electricity in a combined cycle. As a green and efficient solution for power generation, this combination helps reduce CO2 emissions.
SEWGS Modeled Configurations
In this section, the three modeled configurations for the SEWGS process are discussed in more detail:
SEWGS Reference
The SEWGS reference configuration involves the use of a single-stage high temperature shift (HTS) reactor. This conventional method consumes the most steam, because large amounts of steam are needed to carry out the water-gas shift reaction. Despite its average performance, this configuration is used as a baseline for comparison with other configurations.
SEWGS Advanced Change
This modified configuration consists of several high temperature shift (HTS) reactors operating in a multi-stage, split-flow. This innovative design helps reduce steam consumption and improves process efficiency. the gas flow is divided into several stages in order to make the most of the recycled heat.
In each step of HTS reactors, part of CO is converted to CO2 and CO2 adsorption is performed in each step. In this way, the operating pressure of the process is optimized and the need for steam generation is reduced. which leads to lower operating costs and improved energy efficiency.
One of the important advantages of this configuration is that due to the use of several reaction and adsorption steps, it can have a higher efficiency in CO2 adsorption and hydrogen gas production. This is especially important in steel industries that need to reduce costs and improve productivity. Based on the simulation results, this configuration leads to a 3-4% increase in electrical efficiency compared to the SEWGS reference configuration, and the steam consumption is significantly reduced.
SEWGS CO2 Recovery
This configuration is designed as an alternative scheme to recover energy and improve process efficiency. In this method, the heat of the CO2 product stream produced during the SEWGS process is used to generate steam. This recycled steam is then fed back into the system to help reduce energy consumption. Using this method, not only the overall productivity of the process is increased, but also the costs related to steam production are reduced.
This configuration also leads to lower capital and operating costs and can be used as an effective solution in steel industries to reduce CO2 emissions. Based on the modeling results, this configuration reduces the specific energy consumption per ton of CO2 prevented by 2.3-2.6 GJ, which is significantly lower than the amine adsorption method with a consumption of 4.3 GJ per ton of CO2.
Results and Analysis
Electrical and Energy Efficiency
The simulations performed in Aspen HYSYS software showed that the advanced modified SEWGS configuration increases the electrical efficiency by 3-4% compared to the reference SEWGS configuration, due to the reduction of steam consumption and improvement in gas flow splitting. This increase in efficiency leads to a reduction in operating costs and generally makes the process more economical and energy efficient.
Reducing Capital Costs
One of the most important achievements of the advanced SEWGS change configuration is the reduction of the number of columns from 9 to 6. This reduction has resulted in a 16-23% reduction in capital costs related to equipment and infrastructure. However, this reduction in the number of columns has little effect on process efficiency and has only resulted in a slight decrease in process efficiency. In this way, the SEWGS advanced shift configuration is recognized as an economically and operationally optimal solution.
Comparison With Amine Adsorption Technology
Compared to traditional CO2 absorption methods such as amine adsorption, SEWGS technology has better performance in terms of CO2 adsorption and energy consumption. SEWGS configurations were able to achieve 84-86% CO2 adsorption, while CO2 adsorption in the amine technology was only around 50%. Also, the energy consumption in the SEWGS process per ton of CO2 avoided (2.3-2.6 GJ) is much lower than that of the amine method (4.3 GJ). Although the SEWGS process is much more energy efficient, its operating costs are almost double the costs of producing electricity in a plant without CO2 adsorption due to the efficiency penalty.
Effect of Blast Furnace Gas (BFG) Composition
The composition of the blast furnace gas (BFG) has a significant effect on the performance of the SEWGS process. BFG gas contains high amounts of CO and CO2, and higher CO content increases steam consumption in HTS reactors. This was a challenge in the SEWGS reference configuration, but the advanced shift configuration was able to mitigate this effect. This configuration improved process efficiency against gas composition changes by stream splitting and steam consumption optimization.
Economic Analysis
In this project, the economic analysis was also carefully examined. The CO2 abatement costs in the SEWGS process ranged from €20 to €100 per ton of CO2 depending on the natural gas price. Considering the energy and capital costs, the advanced shift SEWGS configuration was identified as the more economical option with the lowest CO2 abatement costs. These results show that SEWGS can be a sustainable and economical solution to reduce carbon emissions in the steel industry.
Results of Simulation and Summary of Acid Gas Conversion
Fluid Packages Conversion Summary
In the simulation of the SEWGS process using Aspen HYSYS software, the investigations related to the fluid packages showed that the amine package and MEA were not used during this process. In fact, unlike amine-based post-combustion absorption methods, SEWGS technology does not require the use of these fluid packages. This is because in SEWGS, CO2 absorption is performed by hydrotalcite adsorbents, which are able to absorb CO2 at high temperature and pressure, while amine packages typically operate at lower temperatures.
This is one of the important advantages of SEWGS technology, which uses high-efficiency adsorbents and does not require complex fluid packages, thus reducing operating costs.
Unit Operations and Streams
In the simulation process, all operational units and process flows were successfully converted and modeled. This demonstrates the efficiency of the simulation and confirms that there were no problems in running the simulated operational units, such as reactors and adsorption units. All equipment, including compressors, reactors and adsorption columns, were correctly defined and used in the software.
Conclusion
The best configuration for the SEWGS process: The advanced SEWGS shift configuration was identified as the most efficient option for CO2 capture from blast furnace gas due to increased electrical efficiency, reduced steam consumption, and reduced capital costs. This configuration was able to provide the best balance between economic performance and energy efficiency.
Reduced capital and operating costs: Reducing the number of columns per train from 9 to 6 significantly reduced capital costs without significantly affecting process efficiency. This shows that optimal equipment design can have a significant impact on overall process costs.
Superiority of SEWGS over amine absorption technology: SEWGS process has better performance than traditional methods such as amine adsorption due to lower energy consumption and higher CO2 adsorption. Although the operating costs of SEWGS are higher compared to non-adsorption plants, it is a more cost-effective and efficient option compared to amine.
Future applications of SEWGS: In addition to the steel industry, the SEWGS process can also be used in other industrial cycles such as iron production, cement and oil refining. This technology has emerged as a promising solution, especially for low-carbon steel production, and could help significantly reduce CO2 emissions in large-scale industries.
Simulation of SEWGS Process for Carbon Sequestration in Steel Industry with Aspen HYSYS
In this project, the simulation of the SEWGS process for carbon absorption in the steel industry has been carried out in Aspen Hysys software.