Introduction
Pressure Swing Adsorption (PSA) has become a unit operation used for gas separation or purification. Given the increasing demand for hydrogen in oil refineries and petrochemical processing, there has been a strong economic incentive to develop processes for recovering hydrogen from steam reformers, catalytic reformers, and ethylene plant off-gases. The PSA process for recovering H2, which is widely used in the chemical and petroleum refining industries, is one of the multi-bed PSA processes that involves many PSA stages in various ways.
Another promising application of the established PSA process is the recovery of H2 from coal gas (COG). COG consists of about 60% hydrogen, 25% methane, 8% carbon monoxide, and small amounts of carbon dioxide, nitrogen, oxygen, etc. In these processes, an adsorbent bed is made of several adsorbents such as alumina, activated carbon, and zeolite because in most cases, some impurities must first be Pre-Treated before any major impurities are adsorbed in the main adsorbent part. Since zeolite 5A is used as an adsorbent in the main adsorption bed in the PSA process, studying the PSA process using zeolite 5A is of great importance.
 Process")
Hydrogen Separation in a PSA Tower
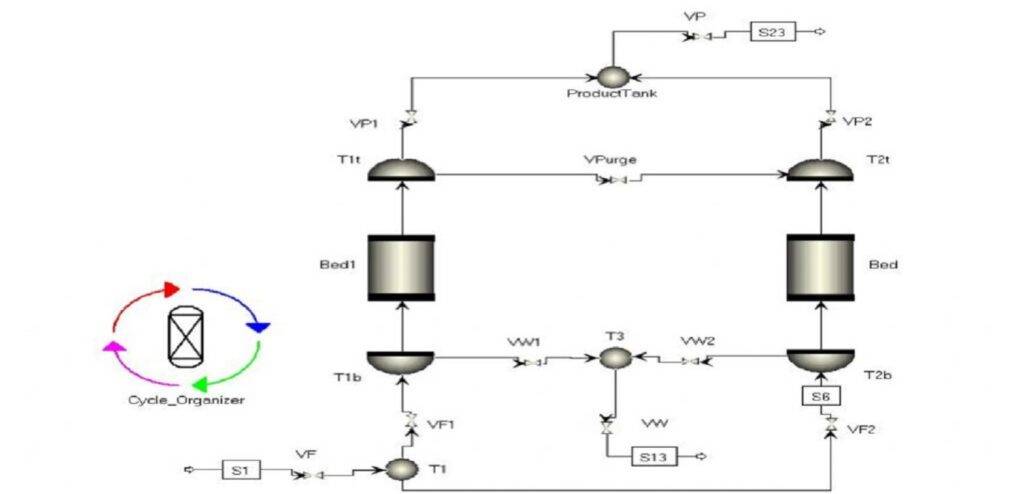
A six-step, two-bed Pressure Swing Adsorption (PSA) process was simulated to produce high-purity hydrogen from binary mixtures containing 30% CO or CH₄ and 70% H₂ The PSA cycle involves six stages:
- Pressurizing the Feed Bed: The feed bed, pressurized during the previous equalization stage, is further pressurized.
- High-Pressure Adsorption: Adsorption of the target gas (hydrogen) occurs at high pressure.
- Decreasing Pressure Equalization: Pressure equalization occurs at a reduced pressure.
- Countercurrent Depressurization: The bed is depressurized counter currently.
- Purging: A portion of the light product (hydrogen) is used to purge the bed.
- Pressurizing the Pressurizing Stage: The pressurizing stage is pressurized.
The impact of various operating parameters on PSA performance was examined at a constant feed flow rate of 2 liters per minute. The study was conducted at room temperature (293 K) under non-thermal conditions and Minor temperature fluctuations had negligible effects on the process.
Alternative to PSA: Cryogenic Separation
To achieve high purity and recovery in a PSA process, multiple pressure equalization stages and numerous adsorption beds are typically required. However, in this study, a simpler two-bed PSA system was considered. This limitation resulted in lower recovery due to the significant amount of feed gas required for the final pressure and the substantial gas loss during depressurization.
While PSA simulation achieved a high purity of 99% molar, a separation of 96% is often sufficient for refinery flare line applications. In this context, a cryogenic separation process, simulated using HYSYS software, can achieve a hydrogen purity of approximately 97% at a temperature of -120°C. The process flow diagram for this cryogenic separation process is shown in the figure below, offering a potential alternative to traditional PSA towers.

In this project, the hydrogen separation process described above is simulated with Aspen adsim software. Two articles are used in this project, which are available in the links below.
Separation of Hydrogen Mixtures by a Two-Bed Pressure Swing Adsorption Process Using Zeolite 5A
Profile of Temperature, Pressure, Gas Velocity and Mole Percentage of Hydrogen in PSA Bed

In addition to the simulation files, this project also has a full report, translation of articles, and an educational video.