In the laboratory section of this study. biomass gasification experiments were conducted in a bubbling fluidized bed reactor with a diameter of 0.1 meters and a height of 1 meter. Oak wood was used as the biomass feedstock. The experiments were carried out at temperatures of 700, 800, and 900 degrees Celsius, utilizing air and steam as gasifying agents. Laboratory results were obtained for gas production, gas composition, and tar yield. These data were used for the development and validation of the simulation model.
Process Description
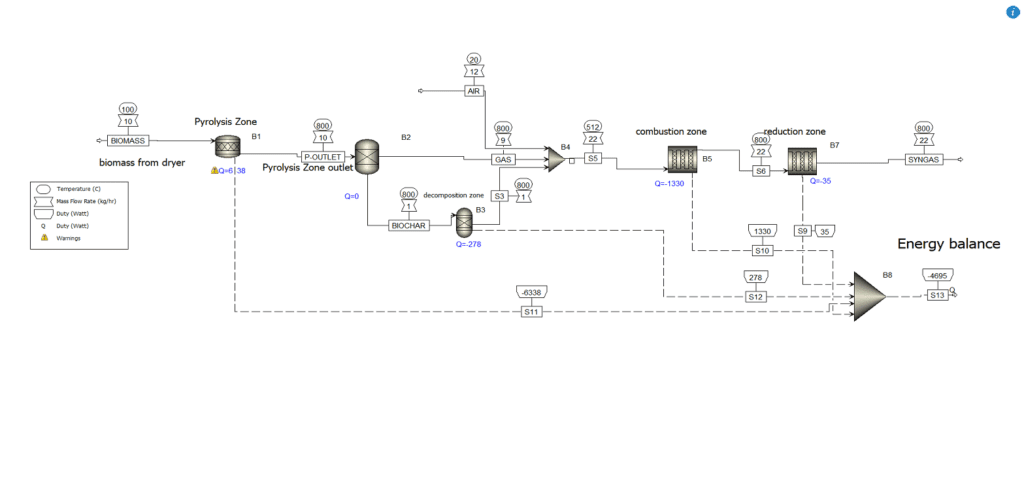
The biomass gasification process in a bubbling fluidized bed reactor has been fully modeled and simulated. Modeling was performed using Aspen Plus software. The reactor is divided into three main zones: the pyrolysis zone, the combustion zone, and the reduction zone. In the pyrolysis zone, the biomass decomposes into primary products, including char, gas, and tar. In the combustion zone, combustion reactions of oxygen and biomass occur, which are modeled using a kinetic approach. The reduction zone involves reduction reactions, such as water-gas reactions and Boudouard reactions, which are also modeled kinetically.
The biomass gasification process in a bubbling fluidized bed reactor is an efficient method for converting biomass into usable gases such as hydrogen, methane, and other hydrocarbons. This process encompasses several main stages:
Biomass:
Initially, the biomass is introduced into the fluidized bed reactor in the form of granules or small particles. This stage may involve drying and grinding the feedstock.
Fluidized Bed:
In the fluidized bed reactor, the biomass particles are mixed with a liquid or gas (commonly air, steam, or an inert gas). This flow allows the biomass particles to remain uniformly suspended, facilitating effective heat and mass transfer.
Gasification:
At elevated temperatures (typically between 700 to 1000 degrees Celsius), various chemical reactions occur. At these temperatures, the biomass decomposes, producing different compounds such as carbon monoxide, carbon dioxide, hydrogen, and methane. These reactions include partial combustion and thermal decomposition.
Gas Decomposition:
During the gasification process, the produced gases may undergo further reactions such as the water-gas shift reaction and reforming, which can enhance the composition of the final gas.
Cooling and Purification:
The gases produced after exiting the reactor typically require cooling and purification to remove solid particles, water vapor, and other impurities. This stage may involve filtering, condensing, and the use of catalysts.
The bubbling fluidized bed reactor is recognized as one of the preferred methods for biomass gasification due to its ability to better control temperature and gas composition, along with improved heat and mass transfer.
Simulation
The simulation of biomass gasification in a bubbling fluidized bed reactor using Aspen Plus is an advanced method for analyzing and optimizing the processes of converting biomass into gaseous fuels. This process primarily involves the conversion of organic materials into usable gases such as hydrogen, carbon monoxide, and methane.
Feedstock Definition:
Initially, you must specify the type of biomass (such as wood, agricultural waste, etc.) to be used for gasification. The chemical and physical properties of this material should be entered into the software.
Reactor Modeling:
At this stage, the model of the bubbling fluidized bed reactor is designed in Aspen Plus. This type of reactor is highly suitable for gasification due to its ability to uniformly distribute temperature and enhance mass transfer.
Operational Conditions:
Operational conditions such as temperature, pressure, and the air-to-biomass ratio need to be determined. These parameters significantly affect the gasification efficiency and the composition of the produced gases.
Simulation and Analysis:
After setting all the parameters, you execute the simulation. The results include the ratio of produced gases, temperature and pressure at various points within the reactor, as well as the conversion efficiency of biomass to gas.
Optimization:
Using the simulation results, you can perform necessary optimizations. This includes adjustments to feedstock ratios, operational conditions, and even the reactor design.
In this simulation, various operational parameters such as reactor temperature, steam-to-biomass ratio, and residence time of materials in the reactor have been examined. Appropriate thermodynamic and kinetic models in Aspen Plus have been utilized to accurately simulate the gasification process. The main outputs include the composition and yield of the gaseous products.
Modeling in Aspen Plus
For the simulation of a vacuum fluidized bed reactor at the pilot scale, Aspen Plus software has been utilized. A sequential simulation approach has been developed to divide the reactor into several blocks, facilitating model convergence. The simulation is conducted considering the process divided into three sequential subprocesses: pyrolysis, oxidation, and reduction. Additionally, the relevant chemical reactions and kinetic expressions have been incorporated within these blocks.
In the simulation, biomass and coal are defined as non-conventional components, and various models are employed to calculate their properties. The main assumptions in this simulation include maintaining constant pressure, the ideal gas behavior, and considering Arrhenius kinetics for the reactions.