Introduction
In one of the country’s aromatic units, the reactor product from the first stage enters two towers for the separation of heavy and light components. The first tower is a stabilizer and is used to separate hydrocarbons lighter than normal pentane. In the second tower, components with intermediate boiling points and light aromatics are separated from heavy aromatics.
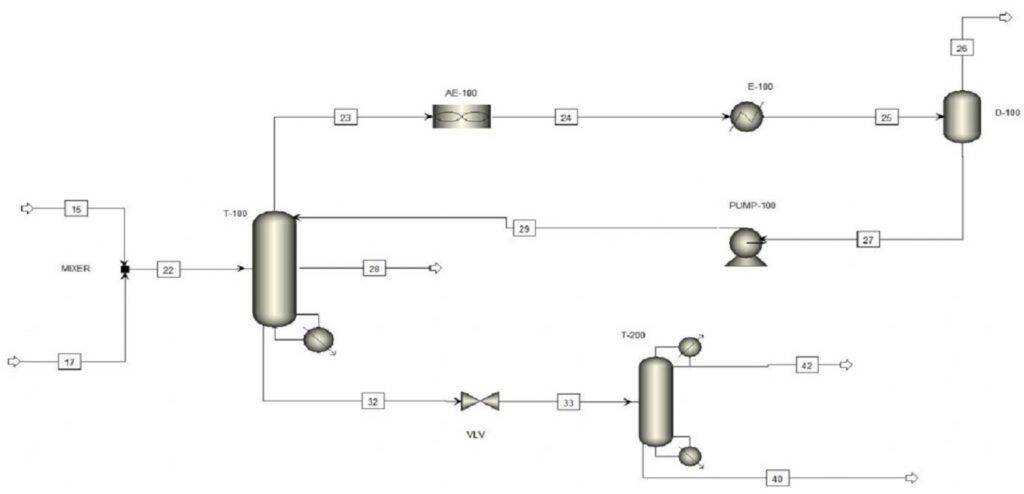
The reactor product (stream 17), after mixing with a stream of light components (stream 15), enters tray 41 and (The first tower has 60 trays.) The overhead product of the tower is cooled in two stages. First, it is cooled in an air cooler to 65°C and then in a water cooler to 47°C. The stream exiting the water cooler is at a pressure of 4.5 bar. The liquid reflux, after being pressurized to 4.9 bar by a pump, enters the first tray of the tower.

Process Description
The simulation of aromatic separation towers using Aspen Plus is a complex, multi-stage process designed to optimize the performance of these towers in the chemical industry. Initially, engineers start by defining the feed composition, operating conditions, and the specifications required for separating aromatics such as benzene, toluene, and xylene. Following this, appropriate thermodynamic models are established, and equilibrium equations are specified to simulate the separation process within the software.
At this stage, the inputs and outputs, including temperature, pressure, and various flow rates, are carefully analyzed. Additionally, critical parameters such as the Reynolds number and mass transfer coefficients are assessed. After the initial simulation, the obtained results are analyzed to aid in optimizing the tower design and operating conditions. This process allows engineers to identify weaknesses and enhance the separation operations, ultimately leading to improved efficiency and reduced production costs.
Conclusion
The conclusion from the simulation of aromatic separation towers using Aspen Plus indicates that this process significantly contributes to optimizing performance and enhancing the efficiency of separation systems. Through precise analysis of inputs and outputs, engineers are able to adjust the process to achieve maximum efficiency and minimize resource waste. Furthermore, the simulation is effective in identifying weaknesses and providing improvement solutions for the efficiency of separation towers. As a result, this tool enables manufacturers to reduce costs and improve the quality of final products, ultimately leading to increased competitiveness and sustainability in industrial markets.
Additional information regarding aromatic separation towers can be found in the project report. This project was simulated using Aspen Plus software.