Introduction
The goal of this unit is to separate light compounds and subsequently purify propylene for polymerization reactions. The 4700 unit sends C3 cuts for purification to the 4600 unit, and upon reaching polymer grade, it is sent to the polymerization reactors. Raw materials such as propylene, ethylene, nitrogen, and hydrogen are utilized to remove catalyst poisons before being introduced into the reaction system. The typical catalyst poisons encountered include oxygen, sulfur-containing compounds, highly unsaturated hydrocarbons, carbon monoxide, and carbon dioxide. The aforementioned materials are treated in an adsorption unit using fixed bed catalysts and adsorbent beds for purification.
To regenerate the beds and eliminate poisons, the following methods are provided:
– Water: Propylene, Ethylene, Hydrogen, and Nitrogen
– H2S and COS: Propylene and Ethylene
Objective
The aim of the simulation is to conduct an initial assessment of the process unit to update the HMB tables and PFD diagrams. No additional equipment has been included in this simulation, which is based on the following PFD numbers:
– 1227-DE-47-PR-PFD-001-02
– 1227-DE-47-PR-PFD-002-02
– 1227-DE-47-PR-PFD-003-02
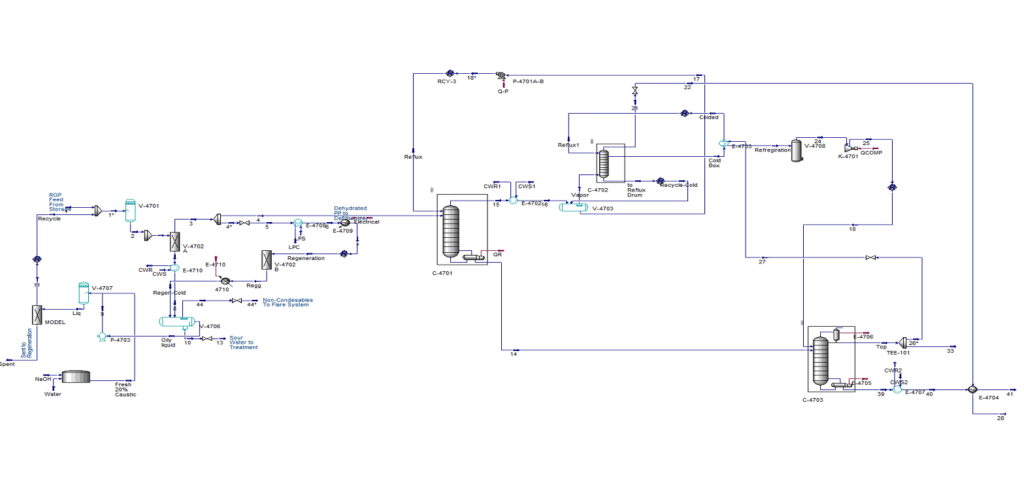
This report focuses on the simulation and preliminary assessment of the columns in the unit, particularly examining the C4701, C4702, and C4703 columns. The software used for this task is Aspen HYSYS V.14, with the following system specifications:
Unit 4700 – Propylene Purification
In this unit, untreated propylene feed with an approximate ratio of 9 to 1 of propylene to propane enters the unit. Given that the feed contains components such as water, carbon monoxide, carbon dioxide, sulfur compounds, ethane, and heavier compounds than propane (pyrolysis gasoline), purification operations are necessary to produce polymer-grade propylene. Therefore, the incoming feed, with defined specifications listed in the table below, undergoes a purification and separation process through four main stages.
Process Description
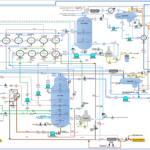
The incoming feed first passes through moisture adsorption beds V-4702 A/B to remove water, with regeneration of these beds occurring upon saturation using dry propylene from the outlet. A portion of the outgoing flow enters heaters E-4708 and E-4709, where the feed is heated to the required regeneration temperature before entering the adsorbent beds for the regeneration process. The regeneration fluid, carrying water and various absorbed poisons, such as acid compounds (CO, H2S), is then directed into vessel V-4706. After passing through the Caustic Wash section of tank V-4707, the stream re-enters the main feed line, and this cycle repeats.
In this section, the regeneration flow is passed through a 20% NaOH column, where sulfur and acid compounds are absorbed by caustic. As the concentration of acid compounds in the caustic increases over time, the spent caustic is discharged from the tank and transferred outside the complex (O.S.B.L) for regeneration. The process flow diagram for this section is displayed on the following page.
Simulation Description
The simulation is conducted in a steady state for unit 4700 based on PFD information and feed analysis. The results of the outlet flows in the adsorption sections are reported. It should be noted that the absorption of acidic gases and water vapor in the incoming pipeline cannot be simulated using Aspen HYSYS and must be modeled in ADSIM if necessary. However, it has been included in the simulation as a process model.

It is noteworthy that the PFD maps used for the simulation were developed with a different feed composition. Changes in the incoming feed, particularly the amounts of C2 and C3, significantly impact the simulation outputs. These deviations and fluctuations are considerable enough to warrant redesigning the process based on the SOR and EOR of the process development. The simulation sheet 002 is displayed below.

Conclusion
This report presents a simulation study of unit 4700 at the Ilam Polypropylene Complex. The simulation was conducted using ASPEN HYSYS V.14 based on the available edited PFDs. The input feed information has changed compared to the PFDs, leading to the incorporation of a new analysis in the simulation. Results indicate that the incoming feed has become heavier, resulting in reduced light cuts. Consequently, less propylene and propane are sent to unit 4600, which will affect downstream units as well.
Process integrity and the new simulation should be integrated to obtain new mass and energy balance tables. For accurate and integrative simulation, it is recommended that studies be conducted in the ASPEN PLUS software in a rate-based mode.
Simulation and Optimization of Ilam Petrochemical’s 4700 Unit Using Aspen HYSYS
In this project, the simulation and optimization of the 4700 unit at Ilam Petrochemical was performed using Aspen HYSYS software version 14. The project includes a complete report and training. For purchasing the project or obtaining more information, please refer to the link below.
All industrial documents are considered confidential, and the sale of classified confidential documents is not possible.