Introduction
Distillation is a common and effective method for separating components in chemical processes. However, when two liquids form an azeotrope, their separation by conventional distillation becomes challenging or even impossible. This challenge is particularly evident in the separation of ethanol and water, which form an azeotrope at approximately 95.63% weight of ethanol. In such cases, advanced methods like heterogeneous distillation, involving the addition of a solvent to break the azeotrope and increase ethanol purity, become necessary. This research simulates and optimizes the heterogeneous dehydration of ethanol using Aspen Plus, aiming to generalize the process for industrial applications. The primary objective is to reduce operational costs and enhance energy efficiency while considering real-world industrial conditions.
Process Description
Ethanol dehydration involves separating ethanol from water to obtain a higher purity product. Due to the formation of an azeotrope between water and ethanol, special methods are required. In this project, the heterogeneous dehydration process using a third solvent in an industrial unit is simulated and optimized.
Process Stages
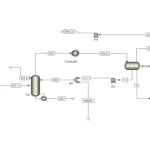
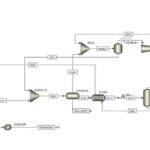
The dehydration process involves the following stages:
- Azeotropic Column: A solvent is added to break the azeotrope and facilitate separation.
- Recovery Column: The solvent is separated and recovered from the water-ethanol mixture.
Solvent Selection
In this research, benzene was chosen as the primary solvent to break the azeotrope. The reason for this choice is its high effectiveness under industrial operating conditions and lower energy consumption.
Simulation in Aspen Plus
The simulation was based on accurate thermodynamic data and suitable models such as NRTL. This data includes information related to water-ethanol and solvent systems.
Simulation Steps
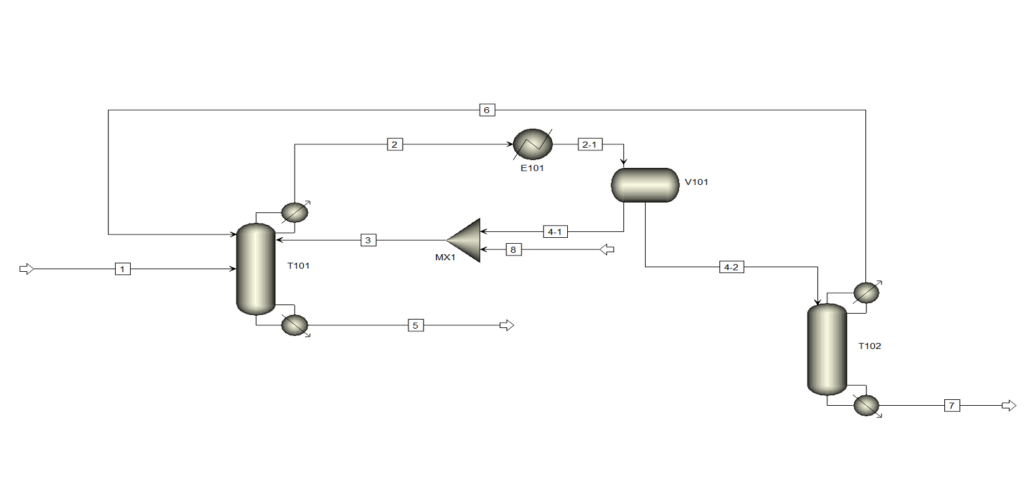
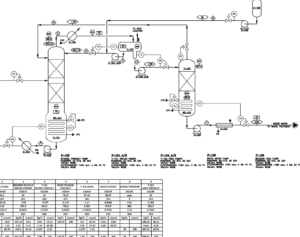
- Column Modeling: Each distillation column was modeled according to actual operating conditions.
- Results Analysis: Ethanol purity, energy consumption, and output streams were analyzed.
Process Optimization
This research placed a strong emphasis on process optimization. Using the built-in tools of Aspen Plus and considering real-world industrial conditions, we aimed to minimize energy consumption, reduce operational costs, and maximize ethanol purity.
To achieve this, parameters such as the number of trays, operating temperature and pressure, solvent flow rate, and feed flow rate were defined as optimization variables.
Optimization Results and Sensitivity Analysis
Optimization results and sensitivity analysis indicated that ethanol purity was increased to 99.5% by weight. Energy consumption was reduced, and operational costs, particularly solvent consumption, were significantly decreased. Sensitivity analysis revealed that the operating pressure of the azeotropic column and the solvent flow rate had the most significant impact on the final results and should be carefully adjusted.
Conclusion
This research has demonstrated that simulating and optimizing the ethanol dehydration process using Aspen Plus software, while considering real-world industrial conditions, can significantly reduce operational costs and enhance energy efficiency. The selection of benzene as an entrainer to break the azeotrope yielded the most favorable technical and economic outcomes. These findings expand upon the previous simulation study focused on heterogeneous ethanol dehydration using Aspen Plus.
Related projects
SANILCO company has successfully implemented several projects in the field of heterogeneous ethanol dehydration, including:
1. Simulation of heterogeneous ethanol dehydration process with Aspen Plus software
In this project, the simulation of heterogeneous ethanol dehydration process was carried out using Aspen Plus version 10 and 12 software based on the methods and data of the article, and the operational parameters were analyzed and optimized.
2. Simulation of ethanol dehydration process using UNIQUAC model in Aspen Plus
After investigating and simulating the ethanol dehydration process using the NRTL model, the results of which were analyzed, in this project we have investigated this process using the UNIQUAC thermodynamic model. Considering non-ideal interactions between mixture components, this model shows higher accuracy in predicting the phase behavior and separation of mixtures, especially in more complex conditions.
In this project, improving the simulation of heterogeneous ethanol dehydration process using data regression to increase simulation accuracy and achieve more optimal results has been done in Aspen Plus software, and analyzed and optimized operational parameters.
4. Dynamic simulation of heterogeneous ethanol dehydration process with Aspen Plus
In this project, the dynamic simulation of heterogeneous ethanol dehydration process using Aspen Plus Dynamics software is described. This report is presented with the aim of analyzing the dynamic behavior of the process and optimizing the operating conditions and control systems.
Aspen Plus Simulation of Heterogeneous Ethanol Dehydration
This project utilizes Aspen Plus versions 10 and 12 to simulate the heterogeneous dehydration of ethanol. The simulation is based on the methodologies and data outlined in a research paper. Through this simulation, we have analyzed and optimized various operational parameters.