Introduction
The simulation and optimization of the Monoethylene Glycol (MEG) purification process with a production capacity of 15 KTY play a crucial role in enhancing operational efficiency and product quality in the petrochemical industry. Utilizing advanced modeling techniques, this process is analyzed to identify key parameters affecting performance. Through optimization, not only can high-purity MEG yields be maximized, but energy consumption and operational costs can also be significantly reduced, leading to a more sustainable and economical production method. As demand for refined chemical additives increases, improving the MEG purification process has become essential for meeting industrial standards and customer expectations.
In this context, the use of simulation software like ASPEN Plus and HYSYS enables precise modeling of processes to identify and rectify potential weaknesses. These software tools allow for the analysis of system behavior under various operational conditions, enabling engineers to propose optimal solutions for enhancing yield and reducing costs.
Moreover, optimizing the MEG purification process also involves employing modern technologies, such as advanced catalysts and thermal recovery systems, to minimize resource consumption and increase efficiency. These initiatives not only contribute to reducing environmental impact but also enhance the competitiveness of the final product in global markets.
Ultimately, the simulation and optimization of the Monoethylene Glycol purification process highlight its increasing importance in the petrochemical industry as a vital step toward achieving sustainable production goals and improving product quality. By following this approach, continuous process improvement and high levels of customer satisfaction can be achieved.
Role of MEG in Industry
Monoethylene Glycol (MEG) is a critical chemical that plays a key role across various industries, especially in petrochemicals, polyester production, and the automotive sector. A major application of MEG is in the production of polyester fibers, widely used in the textile industry due to desirable properties like strength and durability. Additionally, MEG is known as an additive in producing various plastics and resins, enhancing the physical and chemical properties of final products.
In the automotive industry, MEG serves as a coolant and antifreeze, crucial for ensuring optimal engine performance. Beyond industrial applications, due to its moisture-absorbing properties, MEG is also beneficial in producing various chemicals, such as antifreeze and hydraulic fluids. Its presence in these processes not only improves product quality and performance but also helps optimize costs and increase sustainability in production. Given these wide-ranging applications, attention to the refinement and quality enhancement of MEG is of utmost importance—only high-purity MEG can yield optimal results across various industries, ultimately fostering sustainable growth and advancement within these sectors.
Production Process Optimization
Optimizing the production process of Monoethylene Glycol (MEG) aims to enhance production capacity, reduce costs, and improve the quality of the final product, representing a fundamental step toward greater efficiency in petrochemical industries. This process involves precise and scientific stages where factors like temperature, pressure, and reaction time are analyzed to determine the best conditions for producing MEG at a capacity of 15 KTY. Minor adjustments in these parameters can significantly affect the yield and quality of the final product. For instance, increasing temperature may improve reaction rates but could also lead to unwanted impurities, affecting the quality of the final MEG product. Therefore, accurate testing and advanced simulations are essential to achieve a suitable balance among these variables.
Employing optimization techniques, such as genetic algorithms, linear programming methods, and mathematical modeling, serves as effective tools for identifying optimal conditions in the production process of MEG. These methods assist engineers in achieving the best results with minimal costs and time. Furthermore, implementing these techniques in industrial processes not only enhances productivity but can also aid in reducing waste and improving resource utilization, ensuring a more efficient use of raw materials.
Additionally, optimizing MEG production can lead to enhanced safety and environmental conditions. By reducing energy and chemical consumption, negative environmental impacts diminish, supporting a transition toward sustainable production. Continuous review and updating of production processes not only yield economic enhancements but also align with social and environmental responsibilities. The culmination of these efforts enhances quality and reduces costs, boosts the competitive position of the company in the market, and fosters sustainable growth in the petrochemical industry. Overall, production process optimization for MEG stands as a key strategy for development and innovation within the petrochemical sector.
Energy Management and Cost Savings
Given that chemical processes generally have high energy consumption, adopting appropriate strategies in energy management can lead to substantial savings. Advanced technologies such as Energy Management Systems (EMS) enable companies to accurately monitor and control energy usage, identify weaknesses, and improve efficiency.
One effective strategy in energy management is heat recovery. In many industrial processes, heat generated during reactions or processes can be reused to warm incoming materials or produce steam. By designing and implementing suitable heat recovery systems, wasted energy can be reintegrated into the production cycle, thereby minimizing external energy consumption. Additionally, optimizing operational conditions like temperature and pressure at various points in the process can also help reduce energy usage.
Reducing energy consumption during production stages requires a comprehensive approach that includes training employees on energy efficiency principles and facilitating information and innovation exchanges among various teams. Furthermore, implementing modern techniques such as Big Data analytics can help identify energy consumption patterns and potential advancements in optimization. These techniques can collect and process information in real-time, aiding decision-makers in making more informed choices.
Cost savings are not only associated with reduced energy consumption but also relate to improved production quality and waste reduction. By optimizing energy use, companies can maintain the quality of the final product while minimizing ancillary costs such as maintenance expenses and costs resulting from leaks and energy waste. Ultimately, effective energy management and cost savings enable companies to enhance productivity and reduce expenses while significantly decreasing the environmental impact of their processes, contributing to the establishment of a sustainable and responsible industry. Thus, energy management plays a vital role in optimizing the production process of MEG, fundamentally impacting the achievement of economic and environmental goals.
Process Description
The purification process of Monoethylene Glycol (MEG) involves several key stages aimed at producing a high-purity product. Initially, the raw Monoethylene Glycol, typically produced through the catalytic oxidation of ethylene, is transferred to the purification unit. At this stage, impurities such as water, other alcohols, and aromatic compounds are removed from the MEG. Common purification methods include distillation and solvent extraction, wherein unwanted components are separated using suitable temperature and pressure.
Subsequently, the refined Monoethylene Glycol undergoes further purification using advanced separation methods like ion exchange or nanofiltration to meet the desired quality standards for use in various industries, including petrochemicals and polyester production. Finally, the end product is stored in appropriate containers for distribution to the market. This process is continuously monitored to ensure that efficiency and quality remain at optimal levels.
After the purification stage, the refined Monoethylene Glycol may undergo laboratory evaluations to validate its quality and purity. These evaluations include various physical and chemical tests measuring properties such as boiling point, viscosity, and impurity levels.
If specific enhancements to the physical or chemical properties of MEG are required, additives or other modifications may be utilized. For example, in some instances, certain additives like stabilizers may be introduced to enhance its anti-corrosive properties and stability.
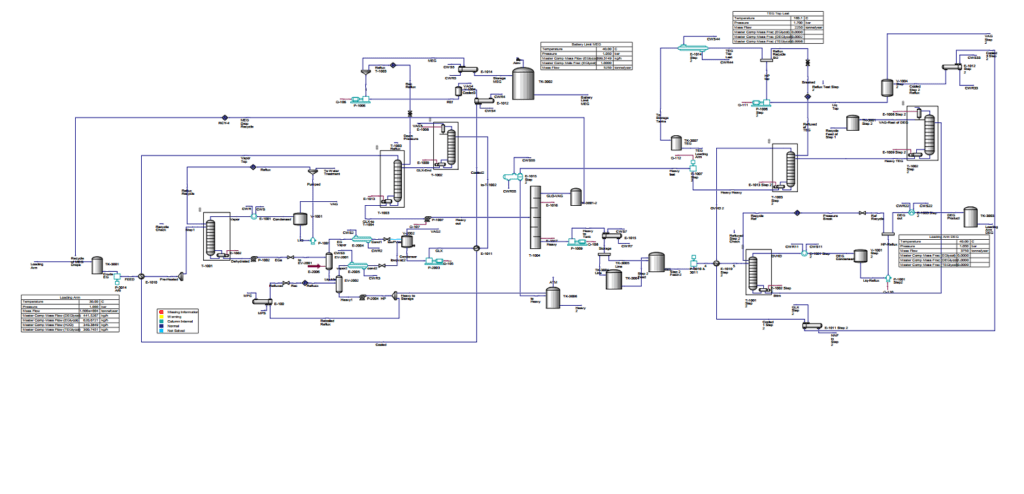
 purification process with a production capacity of 15000KTY")
Additionally, quality management systems are implemented throughout the MEG production process to ensure adherence to environmental and safety standards. This includes strict controls regarding greenhouse gas emissions and waste management.
Ultimately, after completing all these stages, Monoethylene Glycol is ready for packaging and transport to the market. The transportation process is designed to prevent contamination and damage to the product; therefore, standardized and durable containers and packaging are used. Overall, the purification process of Monoethylene Glycol not only aids in producing a high-quality product but also considers environmental sustainability and resource optimization.
Conclusion
In summary, the purification process of Monoethylene Glycol (MEG) is a complex, multi-stage operation designed to produce a product with high purity and suitable quality for industrial applications. This process encompasses advanced separation and purification stages that eliminate impurities while adhering to environmental and safety standards. The outcome of these efforts is the production of high-quality MEG that not only meets the varying needs of diverse industries but also contributes to resource sustainability and environmental protection, ultimately serving as a vital raw material in petrochemical processes, polyester production, and other industrial applications.
Moreover, the stringent quality control and monitoring systems implemented throughout the MEG purification process ensure that the final product consistently meets the precise requirements set by different industries. This attention to detail not only enhances the reliability of MEG as a key raw material in production applications but also strengthens customer and stakeholder trust. Continuous advancements in technologies and purification processes optimize efficiency and reduce environmental impacts, paving the way for sustainable production practices. Ultimately, the successful implementation of the MEG purification process emphasizes its essential role in industrial applications while contributing responsibly to resource conservation and environmental protection, fostering a more sustainable future for the chemical industry.
To enhance performance and efficiency in the design, establishment, knowledge transfer, and engineering optimization of ethylene glycol units in Saudi Arabia, Chemengproj Company has undertaken comprehensive simulation and optimization studies on the critical processes of this unit. These studies include:
1. Feasibility study of the separation and purification unit of glycols with a capacity of 15 KTY.
2. Production of basic engineering documents; Operation Manual for the glycol unit.
3. Performance analysis of production and resource management at the Arta Chemical plant: evaluation of performance reports, human resources, and raw materials.
4. Establishment plan and technical knowledge for producing MEG, DEG, and TEG with a capacity of 15 KTY.
5. Design of documents, technical knowledge, and drawings for BFD, PFD, PID, and UFD of the glycol purification unit.
6. Management, control, and endorsement of engineering documents for the production unit of MEG, DEG, and TEG.
7. Simulation and optimization of the Monoethylene Glycol (MEG) purification process with a production capacity of 10 KTY.
8. Simulation and optimization of the Monoethylene Glycol (MEG) purification process with a production capacity of 15 KTY.
These actions aim to enhance the technical knowledge and modern engineering processes, reduce production costs, optimize ethylene glycol production processes, and design up-to-date units. The ultimate goal is to ensure better product quality and increase the company’s competitiveness in the market.
Simulation and optimization of the Monoethylene Glycol (MEG) purification process with a production capacity of 15 KTY have been carried out in this project.