
Introduction
The primary feedstocks for ammonia production units are sweet gas (methane) and atmospheric nitrogen. Methane, when mixed with steam and reacted in a primary reformer, is converted into hydrogen, carbon monoxide (CO), and carbon dioxide (CO2). The reforming reaction is completed by injecting air into a secondary reformer. Simultaneously, the nitrogen required for ammonia synthesis is introduced into the process stream via air. Carbon monoxide in the process gas is subsequently converted to CO2 in subsequent stages, and the resulting mixture is directed to a CO2 absorption section for purification. CO2 is a byproduct of ammonia production units and is sent to urea units as feedstock after separation.
Reforming Reactions
A mixture of nitrogen and hydrogen gas, commonly known as synthesis gas, is compressed and then reacted under specific temperature and pressure conditions in the presence of a catalyst within a reactor to produce ammonia. The majority of the produced ammonia is utilized in the production of urea and diammonium phosphate fertilizers within the complex. Excess ammonia is sold on the international market.
The complex houses two identical ammonia units, each with a production capacity of 1000 tons. From a process standpoint, these units employ advanced and sophisticated technology compared to other production facilities. The production process in both units is based on the HABER-BOSCH process, and their design was engineered by KELLOGG. Optimization of the ammonia units began in 1996, with modernization operations concluding in 1999. This project involved the design of the reforming unit at the RAZI Pet. Co.
Ammonia Production Reaction
![]()

Ammonia Unit 1 at the RAZI Pet. Co.
Ammonia Unit 1 at the RAZI Pet. Co. produces 1000 tons of ammonia per day, employing KELLOGG’s HABER-BOSCH process. The feed gas, sourced from the complex’s gas purification units, undergoes further sulfur removal in a heated furnace before entering the hydrotreater. Sulfur and sulfur compounds are converted to H2S and absorbed in the H2S treatment section, using an amine absorption and desorption tower. For complete sulfur removal, the gas is heated in a coil and furnace before passing through zinc oxide beds, where sulfur is captured by the zinc oxide adsorbent.
Following steam injection, the gas passes through a primary reformer with 360 tubes and a secondary reformer, as well as HTS and LTS sections. The process gas then enters the CO2 absorption section, where monoethanolamine (MEA) solution is circulated. To completely remove residual CO and CO2, the gas is fed to a methanator, converting carbon oxides to methane. The CO2 is sent to either Urea Unit 1 or 2, while the synthesis gas enters the synthesis compressor. After passing through several heat exchangers and a product ammonia separator drum, the gas enters the converter and returns to the final stage of the synthesis compressor. A refrigeration loop, employing a compressor, reduces the temperature of the synthesis loop, increasing the concentration and ultimately the production of ammonia. The resulting ammonia is sent to storage tanks 1 or 2, each with a capacity of 30,000 tons.

Ammonia Unit 2 at the RAZI Pet. Co.
In 1973, the shares of this complex were entirely purchased by the National Petrochemical Industries Company. The expansion project, which involved the construction of Ammonia Unit 2 and Urea Unit 2, commenced in 1974 and was commissioned in 1979. This unit is similar to Ammonia Unit 1 in terms of design and production and utilizes KELLOGG’s technology based on the HABER-BOSCH process.
Feed Gas Purification
The feed gas from the plant’s gas purification units enters a heated furnace for the removal of residual sulfur. It then passes through a hydrotreater where sulfur and sulfur compounds are converted to H₂S and absorbed in a sulfur recovery unit using a MEA (monoethanolamine) solution. To ensure complete desulfurization, the gas is heated in a coil and furnace before passing through zinc oxide beds. Sulfur is then removed from the methane gas by substitution with zinc oxide.
Primary and Secondary Reforming
After steam injection, the gas passes through a primary reformer with 360 tubes and a secondary reformer (HTS, LTS), and the process gas enters the CO₂ absorption section using a circulating MEA solution. To completely remove residual CO and CO₂ from the process gas, the gas enters a methanator where carbon oxides are converted to methane. The byproduct CO₂ is sent to Urea Units 1 and 2 or the FAN AVARAN Pet. Co. methanol unit, and the synthesis gas enters the synthesis compressor. After passing through several heat exchangers and a product ammonia separator, the ammonia enters the converter and returns to the final stage of the synthesis compressor.
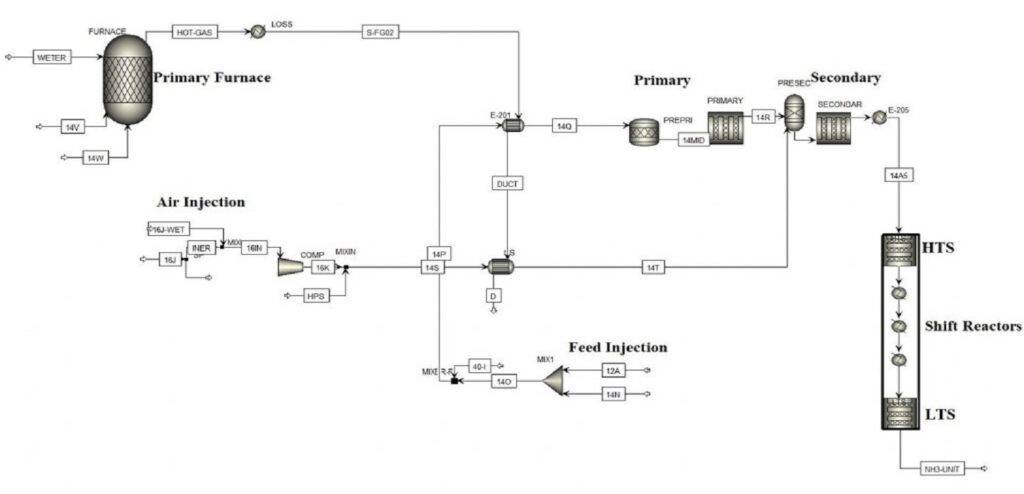
Simulation of the RAZI Pet. Co. Reforming Unit with Aspen Plus
In this project, the RAZI Pet. Co. reforming unit has been simulated using industrial data with Aspen Plus software, the following figure shows a part of the process map of the unit.

