

Introduction
Feasibility studies for the production of povidone-iodine (betadine) play a crucial role in assessing the viability of establishing a manufacturing facility for this widely used antiseptic. These studies encompass a comprehensive analysis of the production process, including material requirements, production methods, and market demand. By utilizing simulation software, such as ASPEN HYSYS, it becomes possible to model the chemical reactions and process flows involved, ensuring optimal efficiency and effectiveness in production. Furthermore, a thorough evaluation of production costs—encompassing raw materials, labor, overhead, and maintenance—is essential for determining the economic feasibility of the project. Ultimately, such pre-feasibility studies, combined with detailed simulations, provide valuable insights for potential investors and stakeholders, guiding them in making informed decisions regarding the establishment and operation of a betadine production facility.
The antiseptic betadine is produced from solid and liquid materials. The main raw materials for the production of this antiseptic are:
- Water
- Polyvinylpyrrolidone (PVP)
- Potassium iodide (KI)
- Iodine
- Isopropanol
Feasibility Study of Betadine Production Along with Simulation and Analysis of Production Costs
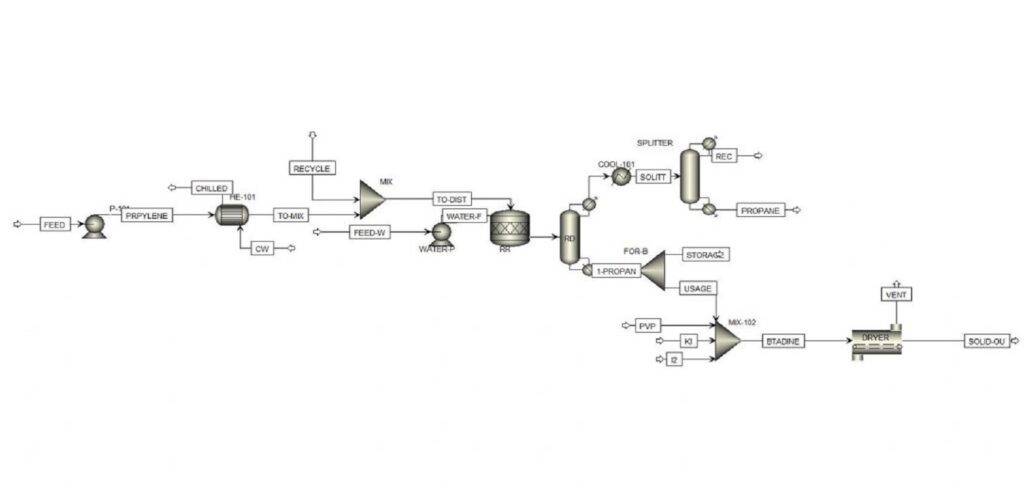
PVP, iodine, and potassium iodide are in solid form. In this project and unit, it is assumed that these materials are purchased and only the isopropanol production unit is simulated. In the unit shown above, isopropanol is produced from propylene and water in a reactive distillation column, and then mixed with solid materials in a cyclone and passed through a dryer to produce solid betadine as the final product. Finally, the main costs of the unit and the total construction cost along with the cost of materials, etc. are examined in the economic section.
Propylene feed is sent to the distillation columns using a pump. Before that, its temperature is increased from -44 degrees to 25 degrees using a heat exchanger. The propylene injected into the unit is combined with the recycled propylene from the second separation distillation column and mixed with water and enters the 33-tray reactive distillation column. The following reactions occur in all towers.

In this project, the pre-feasibility of betadine production has been carried out along with simulation and investigation of production costs. This simulation was done with Aspen Plus software and has a complete report.