Introduction
Citric acid (2-hydroxypropane – 1,2,3-tricarboxylic acid) is a chemical compound that, due to high global demand, is one of the largest fermented products produced worldwide in significant quantities. Seventy percent of the total consumption of citric acid is utilized in the food industry, 12 percent in the pharmaceutical industry, and the remaining 18 percent in other industrial applications. Biotechnology is the science that utilizes the vital forces of microorganisms to produce various products, such as citric acid.
This organic acid naturally occurs in plants and animals and is produced by many molds, yeasts, and bacteria. Citric acid was first isolated in crystalline form by Scheele from lemon juice in 1784. Grimoux and Adam chemically produced it from glycerol in 1880, and fermentation production by Aspergillus niger based on Curry’s research was conducted in 1917. This method is still used for industrial production today.
Production methods are primarily divided into two main types: surface culture and submerged culture. However, due to economic efficiency and higher yields, submerged culture has gained more attention today.
A) Surface Culture Method:
Surface culture, or solid substrate cultivation, was first developed in 1920. This method includes several sub-methods, one of which involves transferring Aspergillus niger spores to containers with suitable culture conditions in a controlled environment. These containers are then placed in a suitable location at approximately 30 degrees Celsius. The spores germinate after 24 hours, and a white, fluffy mycelium covers the surface of the medium. After several days and the growth and development of the microorganisms, the medium fills with dark spores, indicating the end of citric acid production.
B) Submerged Culture Method:
In this method, liquid culture medium is used under controlled conditions for the growth and development of fungi. This method has seen significant development in industrialized countries since 1940 due to its higher yield, shorter time for microbial growth, and ease of process. The structural formula of citric acid is shown below.

This compound is generally derived from fermentable starch or sucrose, but other compounds such as alternative starches, molasses, and hydrocarbons are also used for production. Overall, the materials used for producing citric acid can be divided into two categories:
- Low-Ash Raw Materials: These can be treated using standard methods to remove cations, such as cane sugar, beet sugar, dextrose syrups, or dextrose crystals.
- High-Ash Raw Materials: Examples include beet molasses and unrefined hydrolyzed starch.
Molasses is typically one of the most important raw materials for citric acid production due to its high sugar content (40-55%) and low cost. However, the quality and composition of molasses can depend on various factors, such as agricultural practices, fertilizers, and pesticides used during cultivation, as well as storage conditions (e.g., transportation, temperature variations) and production stages, all of which can affect the quality of this compound and impact citric acid production.
Both cane and beet molasses are suitable for citric acid production. However, beet molasses is preferred due to its lower metal content. Generally, cane molasses contains calcium, magnesium, manganese, iron, and zinc, which can complicate citric acid synthesis. Therefore, some pretreatment processes are necessary to remove or reduce these metals.
Key Parameters in The Production Process
pH:
pH is a crucial factor in the synthesis of chemical compounds, changing according to microbial metabolic activities. The most notable cause of these fluctuations is the production of organic acids like citric, acetic, or lactic acid, which lowers pH during the process. Additionally, changes in pH are highly dependent on the activity of microorganisms.
Aeration:
Aeration has a significant impact on citric acid fermentation. Increasing the aeration rate leads to higher yield and reduced fermentation time. Therefore, this factor must always be controlled during synthesis. It is essential to maintain oxygen concentration above 25% saturation. Interruptions in oxygen supply can be very detrimental to synthesis.
Aeration is conducted throughout the fermentation process at 0.5 to 1.5 volts. However, for economic reasons, it is usually preferred to start with a low aeration rate (0.1 to 0.4 volts). High aeration speeds, especially during the phase formation, can lead to excessive foam. To address this issue, adding anti-foam agents is necessary.
Process Design
The goal of conceptual design is to find the optimal process flow diagram (e.g., selecting process units and connections between these units) and to estimate the desired design conditions. This task is challenging because many process alternatives can be considered. Additionally, experience has shown that fewer than 1% of ideas lead to commercially viable designs. Thus, while there are many potential designs to consider, there is only a small chance of success for any given design. In many cases, the process costs associated with different alternative process options can vary significantly.
Therefore, we can use shortcut calculations to screen alternatives. However, to avoid dismissing an alternative due to poorly chosen design variables, we must ensure that we are within the optimal design conditions for each alternative. Thus, cost studies serve as a preliminary screening tool to eliminate ideas that are not profitable. If a process appears to be profitable, other factors such as safety, environmental constraints, controllability, etc., must also be considered.
By creating a decision hierarchy, we can break down a large and complex design problem into smaller, more manageable issues. Based on decisions required at each level of the hierarchy, we can identify existing technologies that can be employed to solve the problem. Furthermore, by listing alternative solutions proposed for each decision, we can systematically generate a list of process alternatives.
Unit Design Steps
To design the unit, we first draw a simple block diagram to illustrate the process flow. The method considered is bacterial fermentation, represented in the diagram below and process description is as follows: cane and beet molasses are crushed using crushers and conveyed to the unit . The main dextrose and sucrose solutions are combined with some hydrolyzed starch and mixed with molasses in a mixing chamber. After a suitable residence time, all compounds are transferred into a batch fermentor.
The fermentation process occurs over 8 to 12 hours in the presence of a catalyst and suitable culture medium. After the materials are converted into citric acid, the products are sent to the next unit. Due to the presence of insoluble solids and cane residue, the mixture first passes through a filtration unit.
Filtration separates the residues and mycelium. The final product, in liquid form, is sent to the purification unit. After separating citric acid, the liquid product must be concentrated through evaporation, followed by temperature changes and shock for crystallization. Once powdered particles are obtained, they are filtered again, and the solid powders are dried. To optimize the process, the liquid output from the crystallizer is recycled back into the separation stage to prevent the loss of the main product.

The figure below shows the mass balance.

The manual balance is done considering 99.9% conversion in fermentation reactions and The reactions are considered as follows.

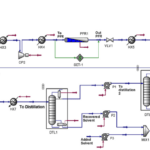
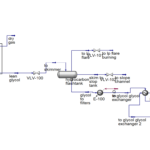
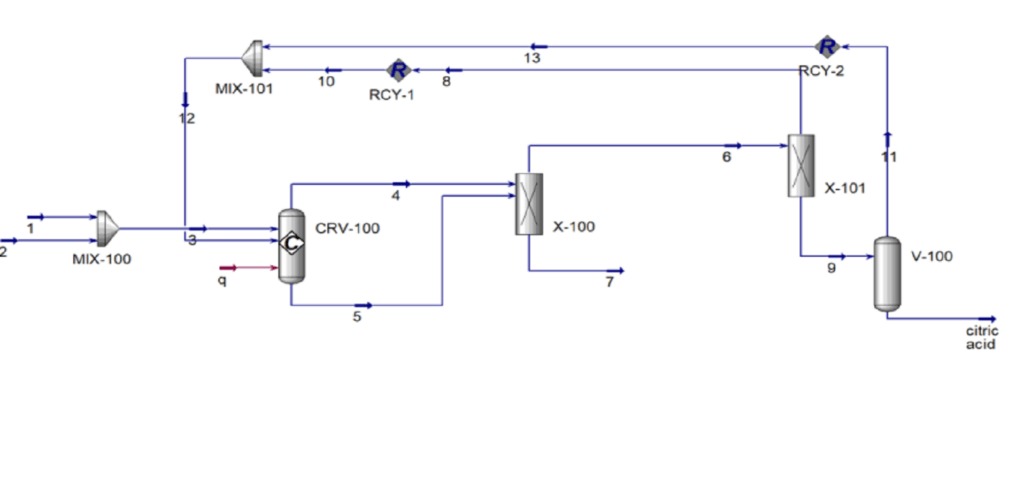
With the help of Aspen Plus software, we simulate the above process in a simple way. The simulation performed is obtained as follows.

The material and energy balance table is obtained as follows.

After connecting the recovery streams we have:

Conclusion
In this project, the investigation and design of the citric acid production process was done with the help of Aspen Hysys software. After creation, the simulated process model was evaluated and key parameters such as fermentation temperature, concentration and conversion efficiency were optimized. The use of Aspen Hysys in the design and optimization of the citric acid process has a significant potential to increase production efficiency and reduce costs.
Citric Acid Process Design with Aspen Hysys
In this project, the citric acid process has been simulated with Aspen Hysys version 14 software. The project has a complete report.