Description
Process Description of Unit 105 – Ethane Recovery
The objective of Unit 105 is to separate methane (CH4) and ethane (C2H6) from the raw gas ، The feed gas from Unit 104 has a pressure of 62 bara and a temperature of 27.6°C. The unit’s products include sweetened methane gas sent to Unit 106 for export, ethane sent to Unit 116, and C3+ components sent to Unit 107.
Process Description of Unit 106 – Gas Export and Metering
This unit is designed to increase the pressure of the purified gas exiting Units 105 and 114 and inject it into the main pipeline. The purified gas, along with produced butane, enters this unit through two 36-inch pipelines for pressure boosting and injection into the main pipeline.
Unit 107 Liquid Gas Separation
The purpose of this unit is to produce propane, butane and C5+ ، The specifications of the input feed are C3+ from unit 105 with a barg pressure of 21/8 and a temperature of 93C and the products are propane to unit 114, butane to unit 115 and C5+ to unit 103 and 110. This unit is a place where liquid propane, liquid butane and C5+ are separated by distillation in two distillation towers. The separated C5+ will be exported with unit 103 mixed gas condensate and sweetened butane and propane. One unit is designed for each phase.
This unit includes two major parts: propane tower (Depropaniser) and butane tower (Debuthaniser).

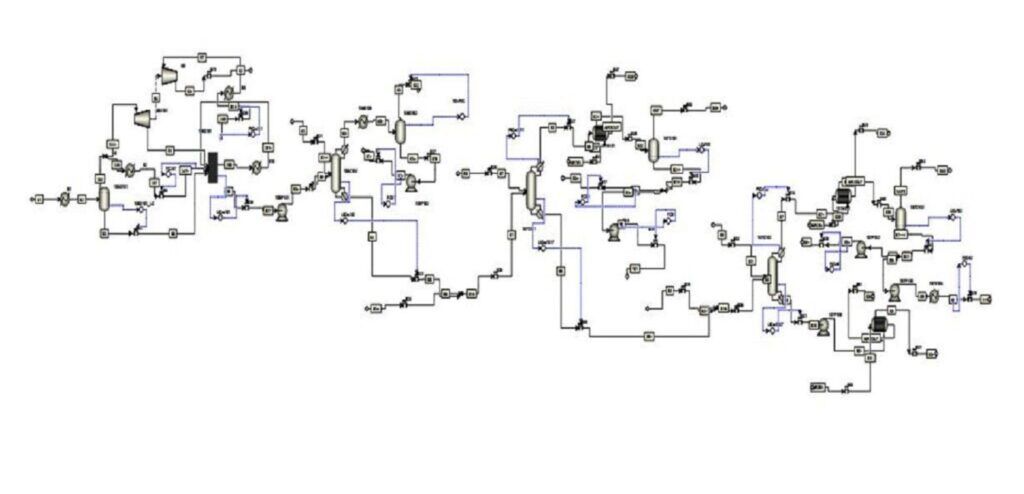
In this project, units 105 and 107 of Phase 13 of ASALOUYE of South Pars Gas Development Complex have been simulated using Span Plus software. This simulation is based on the industrial PFDs of these two units in a stable and dynamic manner. The dynamic simulation of these two units has been simulated using Aspen plus Dynamic V10 software after performing the stable simulation and preparing the pressure distribution of the process.
Available files: stable simulation file – dynamic simulation file – PFD industrial maps phase 13
Static Simulation

Dynamic Simulation