
Introduction
The Importance of Methanol in Chemical and Energy Industries
Methanol is one of the most widely used base materials in the chemical and petrochemical industries. It serves as a primary feedstock for producing compounds such as formaldehyde, acetic acid, methyl tert-butyl ether (MTBE), and various resins and polymers. Additionally, methanol production holds a unique position in the fuel industry due to its distinctive properties. It is recognized as an alternative fuel, a gasoline additive, and a hydrogen carrier in fuel cell technologies, making it a critical component in the transition to sustainable energy solutions.
")
Growing Global Demand and the Need for Advanced Production Facilities
With the increasing global demand for methanol, particularly in alternative energy, maritime transportation, and petrochemical sectors, the development of new production units with a focus on energy optimization and emission reduction has become essential. In this context, APIPCO, leveraging its technical expertise and industrial experience, has proposed the establishment of a methanol production unit with an annual capacity of 110,000 tons.
Advancements in Methanol Production Technologies
The design of this unit is based on modern engineering approaches and advanced technologies to enhance production efficiency, reduce energy consumption, and minimize environmental impacts. By incorporating process optimization technologies, heat recovery systems, and greenhouse gas reduction strategies, this project offers a sustainable and economically viable solution for methanol production.
Project Vision and APIPCO’s Role in Methanol Industry Development
APIPCO, with its team of experts in process engineering, industrial design, and advanced simulation, presents this project as a modern benchmark for methanol production unit design and construction. This production facility is designed with a comprehensive and engineered approach to not only meet domestic demand but also play a significant role in expanding exports and entering international markets.
Project Objectives and Benefits
The design and implementation of the 110,000-ton-per-year methanol production project are based on advanced engineering standards, energy optimization principles, and environmental requirements. The project aims to enhance productivity, reduce operational costs, ensure feedstock flexibility, and minimize environmental impacts, addressing the needs of the methanol industry at both national and international levels. Below, we delve into the key objectives and benefits of this project:
1. Enhancing Productivity and Reducing Operational Costs through Process Optimization
One of the primary goals of this project is to optimize the methanol production process to increase efficiency and reduce production costs. The following measures have been implemented to achieve this objective:
- Optimizing Reaction Pathways and Operational Conditions: The use of advanced catalysts and optimized reactor designs for methanol synthesis enhances conversion rates and reduces feedstock consumption.
- Improving Process Unit Performance: Utilizing precise modeling and simulation tools such as Aspen Plus enables the analysis and optimization of all operational parameters.
- Reducing Maintenance and Repair Costs (O&M): By designing durable equipment and using high-quality materials, maintenance costs are minimized, and equipment reliability is improved.
- Efficient Supply Chain Management: Optimizing feedstock supply and logistics reduces transportation and storage costs.
2. Reducing Environmental Impact with Greenhouse Gas Emission Reduction Technologies
Given stringent environmental standards and the need to reduce pollutant emissions, this project incorporates cutting-edge technologies to control and minimize environmental impacts:
- Carbon Dioxide (CO₂) Recovery and Reuse: A portion of the CO₂ produced in the process is either utilized in other industrial processes or controlled through carbon capture and storage (CCS) technologies.
- Water Consumption Reduction and Industrial Waste Management: Advanced water treatment and recycling systems reduce water usage and industrial wastewater.
- Optimized Combustion in Thermal Equipment: Efficient combustion systems and low-NOx burners reduce environmental pollutants such as nitrogen oxides (NOx) and sulfur oxides (SOx).
- Waste Recovery and Management: Technologies for reducing process waste enable the conversion of by-products into usable materials.
3. Flexible Feedstock Utilization for Production Stability
One of the significant challenges in petrochemical units is ensuring a stable supply of high-quality feedstock at competitive prices. This project addresses this challenge by enabling the use of diverse feedstock sources, reducing dependency on a single supply, and enhancing production stability.
- Flexibility in Syngas Composition: The unit is designed to utilize syngas derived from various sources, including natural gas, biogas, and coal.
- Adaptive Operational Systems: Advanced equipment allows automatic adjustment of process conditions based on feedstock composition.
- Strategic Feedstock Procurement: Long-term supply contracts and market forecasting models mitigate the risks of price fluctuations and feedstock shortages.
4. Energy Optimization through Heat Recovery Technologies
Recognizing the importance of energy efficiency in the chemical industry, this project incorporates a range of engineering solutions to optimize energy consumption and enhance process efficiency:
- Heat Recovery Systems in Heat Exchangers: Thermal energy from various processes is recovered to preheat feedstock and reduce fuel consumption.
- Combined Heat and Power (CHP) Systems: Steam turbines and energy recovery from exhaust gases reduce fossil fuel consumption and improve overall unit efficiency.
- Operational Optimization for Energy Reduction: Precise design and automated process control minimize energy losses and improve unit performance.
- High-Efficiency Equipment: All process equipment is designed to meet energy optimization standards, ensuring maximum efficiency with minimal energy consumption.
Methodology and Technologies Employed
The 110,000-ton-per-year methanol production project is based on advanced engineering models, optimized design, and innovative technologies to ensure the highest levels of productivity, safety, and environmental sustainability. The project utilizes advanced simulation, technical-economic analysis, and process optimization to achieve methanol production with minimal energy consumption and environmental impact. Below, we outline the key stages of the engineering methodology and technologies employed:

1. Basic Design and Process Modeling
The basic design phase defines the overall process concepts, feedstock data, operational conditions, and technical and safety requirements. This stage includes:
- Feedstock Analysis and Process Specifications: The composition of syngas used for methanol production is carefully analyzed to determine the optimal ratio of CO, H₂, and CO₂ for maximum methanol yield.
- Chemical Reaction Pathways: Key reactions, including methanol synthesis from syngas, are analyzed under optimal temperature, pressure, and catalyst conditions.
- Operational Flexibility: The unit is designed to operate at 40–110% capacity, ensuring adaptability to varying operational conditions.
- Process Flow Analysis: All input, output, and by-product streams are meticulously modeled and optimized.
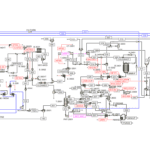
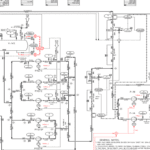
2. Process Simulation with Aspen Plus
Process simulation is a cornerstone of this project. Aspen Plus, a leading simulation tool in the chemical industry, is used to analyze and optimize methanol production. Key features of this simulation include:
- Dynamic Modeling and Mass-Energy Balances: All process streams, reaction rates, and heat-mass transfer are accurately simulated.
- Operational Scenario Analysis: Variations in feedstock, temperature, pressure, and operational parameters are examined to identify optimal performance points.
- Energy Optimization and Heat Recovery: Aspen Energy Analyzer tools are used to identify opportunities for energy reduction and thermal efficiency improvement.
3. Detailed Engineering Design
Following the basic design phase, detailed engineering involves specifying equipment, designing pipelines, and analyzing real-world operational conditions. This stage includes:
- Key Equipment Design: Methanol synthesis reactors, distillation columns, heat exchangers, pumps, and compressors.
- Stress and Fatigue Analysis: Pipeline resistance to pressure, temperature, and thermal expansion stresses is evaluated.
- Safety and Control Systems (SIS & DCS): Advanced monitoring and control systems are implemented to optimize unit performance and enhance process safety.
4. Economic and Financial Analysis
Economic and financial evaluation is a critical aspect of any industrial project. This phase involves analyzing all cost and revenue factors:
- Capital Expenditure (CAPEX): Costs for equipment, construction, installation, engineering, and raw materials.
- Operational Expenditure (OPEX): Costs for energy, maintenance, labor, and consumables.
- Return on Investment (ROI) and Payback Period: Profitability analysis and the time required to recover initial investments.
- Global Methanol Market Analysis: Examination of price trends and export opportunities to enhance profitability.
5. Project Execution and Construction Planning
The final phase involves detailed planning for project execution and unit construction, including:
- Equipment and Raw Material Procurement: Timely sourcing and delivery of equipment from reputable suppliers.
- Risk Management: Identification and mitigation of risks related to construction, installation, and commissioning.
- Pre-commissioning and Commissioning: Operational tests to ensure proper equipment and process functionality.
- Operator Training: Comprehensive training programs for technical staff to ensure optimal unit operation.
Key Components of the Methanol Production Unit
The 110,000-ton-per-year methanol production unit comprises advanced systems designed to enhance productivity, reduce energy consumption, and optimize production processes. The unit includes methanol synthesis, distillation, purification, and utility systems, each of which is detailed below.
1. Methanol Synthesis Unit
This unit converts syngas (a mixture of H₂, CO, and CO₂) into methanol. Key stages include syngas compression, methanol synthesis reactions, and crude methanol separation.
2. Methanol Distillation and Purification Unit
Crude methanol undergoes distillation to achieve high-purity methanol. This unit includes stabilization and purification columns, ensuring the final product meets industrial standards.
3. Utility and Support Systems
Utility systems are vital for stable and safe industrial operations. This project includes steam and power generation, cooling water systems, emission control, and feedstock supply systems.
Related projects
Feasibility Analysis of Methanol Production from CO2 with Aspen Plus
Explanatory Plan of Methanol Unit (Design and Economy Project)
Simulation of a New Methanol Production Process (Carbon Dioxide Hydrogenation) with Aspen Plus
Simulation of Aspen Plus and Hysys and Feasibility Study of SHIRAZ Pet. Co. Methanol Unit
Conclusion
The 110,000-ton-per-year methanol production project exemplifies a modern, advanced production unit designed with state-of-the-art technologies, energy optimization, and environmental compliance. This project not only represents a significant step forward in methanol production efficiency but also serves as a successful industrial model on both national and international levels. By implementing sustainable technologies and reducing operational costs, APIPCO demonstrates its unique technical expertise and engineering capabilities in methanol production.
APIPCO is ready to collaborate with investors, petrochemical industries, and stakeholders to provide specialized consulting, technology transfer, and the development of similar projects.