
Introduction
Moisture present in natural and industrial gases can cause numerous issues, including equipment corrosion, reduced transmission efficiency, and hydrate formation. Therefore, gas dehydration is crucial for enhancing the quality and longevity of industrial equipment. Various methods are employed for this process, among which Hollow Fiber Membrane Contactors (HFMC) have gained significant attention as an innovative and efficient approach. This section provides a comprehensive overview of HFMC technology and its advantages compared to traditional methods.
Importance of Gas Dehydration in Industrial Applications
In various industries, the presence of water vapor in gas streams can lead to severe challenges, such as:
- Equipment and Pipeline Corrosion: Moisture, especially in the presence of acidic gases like H₂S and CO₂, accelerates corrosion, reducing the operational lifespan of equipment.
- Gas Hydrate Formation: At low temperatures, water vapor can combine with light gases to form hydrates, which can block pipelines, cause pressure drops, and disrupt downstream processes.
- Reduction in Calorific Value: Moisture in natural gas reduces its heating value, negatively impacting the performance of combustion systems.
Common Gas Dehydration Methods
Several techniques are commonly used to remove water vapor from gases:
- Adsorption: This method utilizes solid desiccants like silica gel, activated alumina, and molecular sieves. Due to their high surface area and easy regeneration, these materials are suitable for gas drying at high pressures and large volumes. Molecular sieves are particularly effective in achieving extremely low dew points (down to -100°C).
- Absorption: Liquid desiccants such as glycols are used to separate water from natural gas. Glycols, including Diethylene Glycol (DEG) and Triethylene Glycol (TEG), exhibit high water absorption capabilities, with TEG being the most common due to its high boiling point and thermal stability.
- Condensation: This method involves compressing and cooling natural gas, causing water vapor to condense into liquid form for removal. It is often combined with other methods like absorption to enhance process efficiency.
- Hollow Fiber Membrane Contactors (HFMC): Recently, membrane processes have emerged as innovative and efficient techniques for gas separation. Membranes are compact, energy-efficient, and easy to operate, making them suitable alternatives to traditional methods. Membranes can be polymeric or ceramic and are used in various configurations, such as hollow fiber, tubular, and spiral wound modules.
Introduction to HFMC Technology
HFMC systems utilize a thin membrane to separate the gas and liquid phases, enabling selective transfer of water vapor from the gas phase to the liquid phase. Key advantages of HFMC technology include:
- Prevention of Direct Gas-Liquid Contact: This feature maintains the quality of the output gas and minimizes solvent loss.
- Reduced Energy Consumption: HFMC systems require less energy compared to conventional methods, enhancing overall efficiency.
- Increased Mass Transfer Surface Area: The hollow fiber structure provides a large contact surface, improving mass transfer rates.
- Enhanced Process Control: HFMC systems allow precise control over process parameters such as flow rates and solvent concentration.
Applications of Membranes
Membranes are used in diverse industries, including natural gas processing, wastewater treatment, and hydrogen production. In the gas industry, membranes are effective for separating acidic gases like CO₂ and H₂S from natural gas.
Project Objective
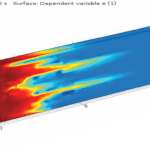
Given the high potential of HFMC for gas dehydration, this study aims to evaluate the performance of this technology using TEG solution. A detailed mathematical model has been developed and solved using COMSOL Multiphysics. Experimental data have also been collected to validate the computational model under various laboratory conditions. The findings can aid in optimizing industrial dehydration processes and reducing operational costs.
Methodology
Problem Definition and Modeling:
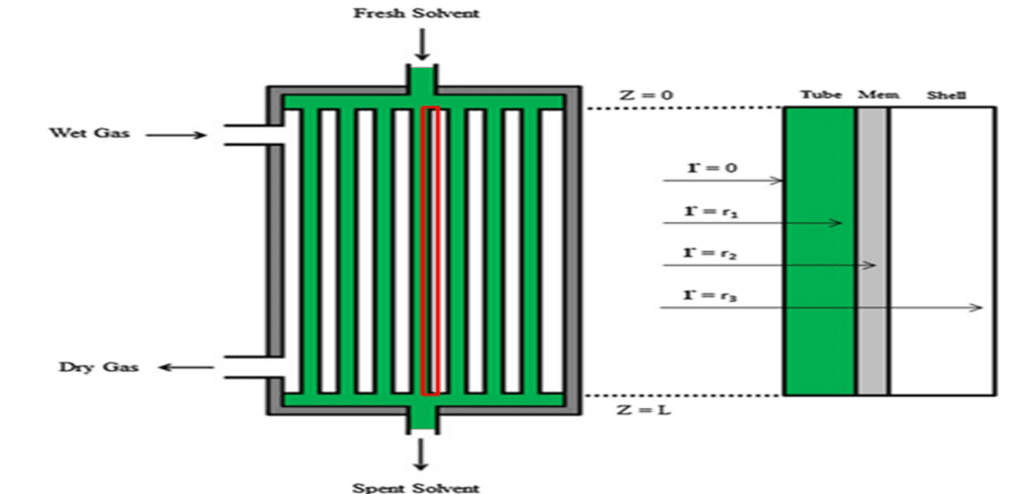
Due to the complexity of chemical engineering processes, numerical solutions are often required. This study uses a mathematical model to simulate water vapor absorption by TEG in a membrane module containing numerous hollow fibers within a cylindrical shell. To simplify the model, each fiber is considered individually, with no mass transfer outside the defined volume, enhancing computational efficiency.
Modeling Equations:
The mathematical model consists of three mass balance equations for different module sections:

- Tube Side Equation: Describes water vapor transfer from the gas stream to the fiber’s inner surface.
- Membrane Equation: Represents vapor diffusion within the membrane structure.
- Shell Side Equation: Models vapor diffusion and absorption in the shell region.
These equations, formulated in cylindrical coordinates, account for diffusion, separation, and absorption processes. Steady-state conditions, laminar flow, and non-reactive assumptions are applied for precise analysis.
Numerical Solution Method:
Due to equation complexity, the finite difference method is employed for numerical solutions. The model is discretized in radial and axial directions:

- Radial Direction: Index i varies from 0 to M.
- Axial Direction: Index j ranges from 0 to N.
The central finite difference method approximates first and second derivatives, providing higher accuracy and minimizing computational errors.

Boundary Conditions:
To ensure solution accuracy, the following boundary conditions are applied:
- At Z=0: Initial water vapor concentration in the inlet gas.

- At Z=L: Mass balance-based outlet condition.

- At r=0: Symmetry condition to enhance numerical precision.

- At r=r1: Continuity of vapor concentration between the tube and membrane.

- At r=r2: Continuity between membrane and shell regions.

- At r=r3: Zero mass flux at the shell boundary, indicating no vapor transfer beyond this point.

These conditions define the model accurately, allowing high-precision numerical solutions.
Coding and Numerical Implementation:
The solution domain is defined as a matrix:
- Tube: Rows 1 to M
- Membrane: Rows M+1 to 2M
- Shell: Rows 2M+1 to 3M
The developed numerical method is calibrated through error evaluation and comparison with experimental data. Stable, accurate algorithms like Gauss-Seidel and implicit finite difference methods ensure model convergence and precision. MATLAB programming facilitates easy parameter adjustments for sensitivity analysis and optimization of operational conditions.
This integrated approach, combining theoretical analysis, numerical solutions, and experimental validation, enables accurate process behavior prediction and membrane module performance optimization.
Results and Discussion
Model Validation
To verify the validity of the developed numerical model, the simulation results were compared with experimental data. This comparison revealed a deviation of less than 2% between the predicted values and the experimental data, indicating the high accuracy of the model in simulating water vapor absorption by the TEG solution in the membrane module. This strong correlation confirms the model’s effectiveness for sensitivity analysis and optimal system design.


Effect of Gas Flow Rate
An increase in the gas flow rate led to an enhancement in mass transfer flux within the membrane module. This improvement is attributed to the reduction of the gas boundary layer thickness and the increase in the driving force for mass transfer in the gas phase. Under conditions of higher gas flow rates, the primary resistance does not lie in the liquid phase or the membrane but is predominantly influenced by the gas phase. This finding suggests that the optimal system design should strike a balance between gas flow rate and mass transfer to achieve maximum absorption efficiency.


Effect of Liquid Flow Rate
In contrast to the gas flow rate, variations in the liquid flow rate showed no significant impact on the water vapor absorption rate. This observation indicates that the primary mass transfer resistance resides in the gas phase or the membrane rather than in the liquid phase. Consequently, utilizing lower liquid flow rates in industrial design can reduce energy consumption and operational costs without compromising system performance. Moreover, increasing the liquid flow rate may result in higher pressure drops within the fibers, potentially causing operational challenges at an industrial scale.

Effect of TEG Concentration
The concentration of TEG in the absorbent solution has a direct influence on the efficiency of water vapor absorption. The results demonstrated that increasing the TEG concentration enhances the mass transfer driving force, thereby significantly improving water vapor absorption. However, it is important to note that regenerating TEG becomes more complex and energy-intensive at higher concentrations. Therefore, selecting the optimal TEG concentration is crucial for balancing energy consumption and overall system efficiency. Further investigations can help determine the optimal operational conditions.

Effect of Flow Configuration
Two flow configurations, co-current and counter-current, were examined in the module. The results indicated that counter-current flow performs better at higher gas flow rates. This is because the mass transfer driving force is maintained along the membrane, resulting in improved water vapor absorption. In contrast, at lower gas flow rates, the performance difference between the two configurations is less pronounced. Hence, for industrial applications with high gas flow rates, employing a counter-current configuration is recommended.

Effect of Membrane Wetting
One of the most critical challenges in using membrane modules is membrane wetting by the absorbent solution, which can increase mass transfer resistance. The results showed that even a small degree of membrane wetting can significantly reduce water vapor absorption. This is due to the fact that in wetted conditions, the diffusion pathways within the membrane become filled with liquid, reducing the permeation of water vapor into the absorbent solution. To mitigate this issue, it is essential to control operational conditions and prevent excessive penetration of the absorbent solution into the membrane structure.

The analysis of various parameters revealed that in the gas dehydration process using membrane modules, the primary mass transfer resistance exists in the gas phase. Therefore, selecting the optimal gas flow rate is crucial for enhancing system efficiency. On the other hand, the liquid flow rate has minimal effect on absorption performance, while TEG concentration plays a key role in the absorption process. Additionally, the results indicated that counter-current flow configuration performs better under high gas flow conditions, and preventing membrane wetting is a significant challenge in optimizing this system.
Overall Summary
This study investigated the performance of hollow fiber membrane modules in gas dehydration. The numerical simulation, validated against experimental data, demonstrated the model’s high accuracy in predicting water vapor absorption performance.
The findings showed that the gas flow rate plays a pivotal role in the mass transfer rate, while changes in the liquid flow rate have negligible effects on water vapor absorption. Increasing TEG concentration enhances absorption performance, though its regeneration at higher concentrations requires further consideration. The flow direction analysis indicated that counter-current flow offers better efficiency at high gas flow rates. One of the key challenges identified was membrane wetting, which can increase mass transfer resistance. Thus, controlling operational conditions is critical to prevent this issue.
In conclusion, the use of hollow fiber membrane modules presents an efficient method for gas dehydration. Optimizing gas flow rates, selecting the appropriate TEG concentration, and designing an effective flow configuration can significantly enhance this process. The findings of this study provide a foundation for the design of industrial gas dehydration systems based on this technology.
References
- Fakharnezhad, A., Masoumi, S., & Keshavarz, P. (2019). Analysis of design parameter effects on gas dehumidification in hollow fiber membrane contactor: Theoretical and experimental study. Separation and Purification Technology, 226, 22-30.
- Fakharnezhad, A., & Keshavarz, P. (2016). Experimental investigation of gas dehumidification by tri-ethylene glycol in hollow fiber membrane contactors. Journal of industrial and engineering chemistry, 34, 390-396