

Introduction
Natural gas sweetening is a critical step in the production and refining of hydrocarbon gases. The objective of this process is to remove undesirable compounds such as carbon dioxide (CO2) and hydrogen sulfide (H2S) from natural gas. These compounds diminish the quality of the gas and have negative impacts on equipment and the environment due to their corrosive and toxic nature.
Among the various sweetening methods, absorption with liquids, particularly amine solutions, has garnered significant attention. This method is favored for its high efficiency and recyclability. Methyl diethanolamine (MDEA) is an appropriate choice as a tertiary amine for this process. Due to its high capacity for CO2 and H2S absorption, MDEA exhibits unique characteristics. It also has greater thermal and chemical stability, lower operational costs, and fewer side effects
Aspen Plus is an advanced software tool for the simulation and optimization of chemical processes. This software enables the modeling of complex systems. With its robust algorithms and extensive databases, it assists engineers and researchers in accurately analyzing and optimizing the behavior of various systems.

South Pars Gas Complex

South Pars Gas Complex (SPGC), established on October 20, 1998, is Iran’s largest gas company and a subsidiary of the National Iranian Gas Company (NIGC). It focuses on the production and operation of onshore facilities in the South Pars gas field (phases 1 to 24). and manages gas refining and condensate operations, supplying natural gas for domestic use and export. SPGC operates gas refineries in the Pars Special Energy Economic Zone in Assaluyeh, Bushehr Province. Development of the gas field phases is handled by Pars Oil and Gas Company (POGC). which collaborates with domestic and foreign contractors under the EPSC model.
Classification of South Pars Refineries

The South Pars refineries, as one of the largest industrial projects in Iran in the field of natural gas, are engaged in the processing and refining of gases extracted from the South Pars gas field. Due to their unique geographical location and rich gas resources, the South Pars refineries play a key role in supplying energy and petrochemical products in Iran and the region.
The First Refinery
Refinery 1 is the first refinery among the South Pars gas refineries, where the development plan for Phase 1 has been implemented. This refinery is situated on approximately 141 hectares near Assaluyeh Port, located to the west of Refinery 2 and to the east of Refinery 4. The daily production capacity of this refinery includes 25 million cubic meters of sweet gas delivered to the national gas pipeline, 40,000 barrels of gas condensate, 200 tons of granulated sulfur, and 1,500 tons of liquefied gas. Phase 1 features two offshore drilling platforms in the South Pars gas field, each with a capacity of 16 wellheads, of which 6 are currently active. The distance from these wells to the onshore refinery is 105 kilometers, with sour gas transported to the refinery via two pipelines, each with a diameter of 32 inches.
The development of Phase 1, conducted under a Buy Back contract with the National Iranian Oil Company in late 1998, marked the beginning of Petropars’ activities.
Second Refinery
The second refinery is the title of the second gas refinery in the South Pars gas complex. where the development plans for phases 2 and 3 have been implemented. The refinery for phases 2 and 3 is located in Assaluyeh on a 150-hectare site adjacent to the building of the Pars Special Economic Energy Zone Organization.
Third Refinery
The third refinery is one of the subgroups of South Pars gas refinery complex. whose development operation was assigned to a consortium consisting of ENI, Petropars and Niko companies in August 2019. The design, installation and operation of this refinery under the management of Pars Oil and Gas Company was entrusted to ENI Italy and Petropars Company as EPC.
In each phase, two operational platforms have been installed, each capable of accommodating 12 wellheads. A daily extraction of 56.5 million cubic meters of gas is produced from the reservoir and transported as a three-phase mixture comprising gas, gas condensate, and water through two 32-inch submarine pipelines over a distance of 100 kilometers to the shore.

Input Gas to The Third Refinery
Input gas to the refinery is transferred after being separated from the gas condensate to four operational units, each with a capacity of 13.9 million cubic meters, where it undergoes the following treatments:
Sweetening and dew point adjustment of the gas
Dehydration
Ethane recovery and purification
Separation, refining, and storage of propane and butane
Mercaptan removal
Specifications of Support Units
Four gas turbines for electricity generation, each with a capacity of 33 megawatts, and two diesel generators (emergency) with a capacity of 3,450 kilowatts.
Six steam boilers, each with a capacity of 160 tons per hour.
Two fire water system tanks, one with a capacity of 5,900 cubic meters and the other with a capacity of 13,650 cubic meters.
Four gas condensate storage tanks, each with a capacity of 60,000 cubic meters.
Three water treatment units, each with a capacity of 1,500 tons per day.
Fourth Refinery
The fourth refinery of the South Pars gas complex is located in Assaluyeh, 270 kilometers south of Bushehr Port. Its feedstock includes sour gas, gas condensate, and glycol solution. This feedstock is transported through three 32-inch submarine pipelines over a distance of 105 kilometers from the SPD7, SPD8, and SPD9 platforms to the refinery.

Support Units:
Gas and condensate separation units
Stabilization of gas condensate
Gas dehydration and liquefied gas recovery
Storage of gas condensate and liquefied gas
The produced sour gas is transferred and injected into the Aghajari oil field in Khuzestan. The gas condensate is sent to adjacent petrochemical plants, and any surplus is exported via SBM (Single Buoy Mooring). Propane and butane are transported through pipelines to the dock for loading and export. The refinery’s electricity is supplied by four turbo generators, each with a capacity of 45 MW.
Daily Production of Refinery Four:
104 million cubic meters of sour and dry gas
138,000 barrels of gas condensate
3,000 tons of propane and 2,000 tons of butane
Energy Consumption Reduction at Refinery Four:
In alignment with social responsibilities and environmental preservation, Refinery Four has implemented several projects aimed at reducing energy consumption and flaring. Key projects include:
1. A 46% reduction in sweep gas in the flare network.
2. Implementation of the Permanent Solution project in the dehydration unit to eliminate flaring caused by defects.
3. Synchronization with Mobin Petrochemical and securing electricity from the Ba’ath Power Plant.
4. Complete elimination of flaring in the dehydration unit by redirecting pressure discharge.
5. Reduction of energy consumption in steam production through process optimization.
6. Removal of one seawater desalination package from service following the modification of the water distribution system.
7. Enhancement of the industrial wastewater treatment unit’s performance to reduce pollutants, recognized as a successful pilot project.
8. Maintenance programs in export compressors to minimize emergency downtime.
These initiatives have contributed to pollution reduction and improved the environmental performance of the refinery.
Fifth Refinery:
The Fifth Refinery of the South Pars Complex is located in Assaluyeh, Bushehr Province, alongside the Persian Gulf. This refinery is part of the development plan for phases 9 and 10 of South Pars, which comprises three main sections:
1. Marine Section: This includes two offshore gas production platforms, each equipped with 12 main production wells, situated 105 kilometers from Assaluyeh.
2. Marine Transmission Section: This consists of two 32-inch pipelines for transporting sour gas to the shore and two 4-inch pipelines for delivering ethylene glycol solution to the surface facilities.
Gas Condensate Storage Tanks:
Four tanks, each with a capacity of 60,000 cubic meters.
Water and Sanitary Wastewater Treatment Unit:
1,200 tons per day.
Compressed Air Compressors:
Three units, each with a capacity of 6,900 NM³/h (two units in service).
Nitrogen Package:
Production capacity of 1,600 NM³/hr of gas and 300 NM³/hr of liquid nitrogen.
Water Source:
Sourced from the Persian Gulf with a normal consumption rate of 5,000 NM³/h; most of the water is returned to the sea after cooling.
De-mineralized Water Supply:
Three MED packages, each with a capacity of 83,100 kg per hour (two units in service).
Deionized Water for Boilers:
Unit 127 with a capacity of 135 cubic meters per hour.
Potable Water:
Produced by adding sodium hypochlorite and calcium chloride in Unit 128 (50 cubic meters per hour).
Cooling Water:
Produced via Freon cooling in Unit 132 with a capacity of 520 cubic meters per hour.
Wastewater Unit:
Treats human, chemical, and oily wastewater.
Sixth Refinery
The Sixth Refinery (Phases 15 and 16) is located in Asaluyeh, and its development contract was awarded to a consortium of various companies. Construction operations commenced in 2007, with gas lines gradually entering service. Refinery was officially inaugurated in 2015 and was temporarily handed over to the South Pars Gas Company (SPGC). Each phase is equipped with a platform featuring 11 wellheads.
The platform for Phase 15 operates with 7 wellheads, while Phase 16 operates with 10 wellheads. Daily gas extraction from shared reservoir amounts to approximately 57 million cubic meters. Processing includes the separation of liquids and gases, sweetening and drying of gas, and the separation of heavy hydrocarbons and ethane. Produced products consist of 50 million cubic meters of sweet gas, 78,000 barrels of gas condensate, and 2,900 tons of LPG. The refinery does not have a gas turbine, and its electricity is supplied by a centralized power plant. Additionally, it is equipped with 7 steam boilers and gas condensate storage tanks.
Seventh Refinery
The Seventh Refinery of the South Pars Gas Complex (Phases 17 and 18) is located to the west of site number 1, near the city of Asaluyeh. The employer is the Pars Oil and Gas Company, and the main contractor is a consortium comprising engineering and construction firms in the oil industry, IDRO, and the Marine Facilities Engineering and Construction Company of Iran. This refinery is recognized as the second fully Iranian refinery, following the Sixth Refinery. The project contract was signed in 2007, and the first production of sweet gas commenced in January 2015. The refinery was officially inaugurated and became operational in April 2017.
This refinery has the capability to produce high-value-added products, and its sweetening unit is designed such that raw gas contacts an aqueous DEA solution, allowing for the absorption of H2S and CO2. Support units include water and electricity distribution, as well as nitrogen and compressed air production. Electricity is generated at the Ba’ath Power Plant, while fresh water is supplied from intake number two. Additionally, the common facilities unit number 2 has been provided to the Seventh Refinery since 2016, responsible for supplying fresh and seawater to the Sixth, Seventh, and Eighth Refineries.
Seventh Refinery Capacity:
Daily production: 50 million cubic meters of gas, 80,000 barrels of condensate, and 400 tons of sulfur
Annual production: 1 million tons of ethane and 1.05 million tons of liquefied gas
Eighth Refinery
The Eighth Refinery of the South Pars Gas Complex (Phases 20 and 21) is located near the Persian Gulf, 270 kilometers southeast of Bushehr Port. This refinery was constructed by the Pars Oil and Gas Company in collaboration with the OIEC and IOEC consortium, and it is recognized as a fully Iranian project. The project contract was signed in June 2009, and the first production and export of sweet gas commenced on September 5, 2016. The refinery was officially inaugurated in the spring of 2017 in the presence of the President.
")
Specifications of The Eighth Refinery of South Pars
The Eighth Refinery of South Pars has the following specifications:
Offshore Platforms: 2 platforms, each with a capacity of 1,000 million cubic feet.
Production Wells: 22 wells.
Subsea Pipelines: 2 pipelines, each 32 inches in diameter, with a total length of 210 kilometers.
Onshore Refinery Capacity: 2,000 million cubic feet per day.
Each phase includes two gas processing trains, with each train equipped with sweetening units, dehydration units, ethane recovery units, and sulfur recovery units. Additionally, for each phase, there is an ethane purification unit, gas liquid separation units, propane and butane sweetening units, and condensate stabilization units. The processing stages involve gas-liquid separation, gas purification (using methyl diethanolamine, molecular sieves, and ethane separation).
Ninth Refinery (Phase 12)
The design, installation, and commissioning of the offshore and onshore facilities for Phase 12 were conducted under the management of the South Pars Oil and Gas Company, utilizing the capacities of major domestic and international contractors (with a 66% participation from the domestic sector).
Geographical Location: Phase 12 of the South Pars gas field, covering an area of approximately 205 square kilometers, is located in the southeastern block of the South Pars region, along the eastern border of the shared maritime boundary between Iran and Qatar.
This phase holds in-situ reserves equivalent to 600 billion cubic meters, representing about 5% of the total reserves of the South Pars gas field.
The natural gas produced in this phase is transported approximately 150 kilometers from the seabed to the onshore refinery located in the Tambak area, 15 kilometers east of Kanga
Ninth Refinery Capacity
The objective of this project is to extract and transport 3 billion cubic feet of gas per day from 45 wells that will be drilled on four drilling platforms. Subsequently, the gas will be sweetened at onshore facilities and injected into the sixth national pipeline. The gas condensates separated at the refinery will be exported after sweetening via a subsea pipeline and floating storage units. Additionally, the facility will facilitate the transfer of 2 billion cubic feet per day of sour gas to the adjacent Iran LNG facilities.
Tenth Refinery
The Tenth Refinery of the South Pars Gas Complex (Phase 19) is located in the Tambak region, adjacent to the Persian Gulf. This facility, covering an area of approximately 218.5 hectares, is situated between the refineries of phases 11 and 12 and is part of the Pars Energy Special Economic Zone 2. The development plan for Phase 19 was awarded in June 2010 to a consortium consisting of Petropars Limited, Petropars Iran, and the Marine Facilities Engineering Company of Iran. The first production and export of sweet gas from this refinery occurred on May 9, 2016, and it was officially inaugurated in the spring of 2017.
Production Capacity and Products:
– Sweet gas: 50 million standard cubic meters.
– Gas condensate: 77,000 barrels per day.
– Ethane: 2,400 tons per day.
– Propane: 1,800 tons per day.
– Butane: 1,100 tons per day.
– Sulfur: 320 tons per day.
Eleventh Refinery:
The Eleventh Refinery is part of the South Pars Gas Complex. Phase 13 project implementation was initiated on April 9, 2010, by a consortium comprising Petro Paydar Iranian, MAPNA, and Sadra, under the management of the Pars Oil and Gas Company. Project activities, as per the EPCC contract, include technical and engineering services from basic design to detailed design, procurement, construction, installation management, project scheduling, and control, along with pre-commissioning, commissioning, and performance testing in accordance with the latest standards and operational methods. This refinery includes onshore facilities for gas processing and gas condensate storage. Eleventh Refinery is located in the Tambak region of the South Pars Gas Complex, 220 kilometers from Bushehr city.
The feed for this refinery is delivered through two 32-inch three-phase pipelines from four platforms (SPD13A/B/C/D) to the coastal transfer system. The total capacity of the coastal facilities of the Eleventh Refinery is 2,000 million standard cubic feet per day from the reservoir fluids.
Twelfth Refinery:
The development plan for phases 22, 23, and 24 of the South Pars gas field was communicated to Ministry of Oil on April 10, 2010. Petro Sina Arya Oil and Gas Company commenced the execution of the development of this gas field on November 11, 2010. Block capacity of this phase is approximately 29.37 trillion cubic feet of gas and 1.113 billion barrels of condensate. The onshore facilities cover an area of approximately 240 hectares, with dimensions of about 2 km by 1.2 km, located within the second special economic zone of Pars in the Akhtar region.
The offshore facilities for this project, situated approximately 130 kilometers from the Akhtar coast in the Persian Gulf, include four platforms: SPD22, SPD23, SPD24A, and SPD24B. Each platform houses several wells, with 11 wells on platform SPD22, 11 wells on platform SPD23, 8 wells on platform SPD24A, and 8 wells on platform SPD24B.
Thirteenth Refinery:

Phase 14 is the thirteenth refinery of the South Pars shared gas field. The platforms for this phase have been previously installed at their locations, and four gas sweetening trains of this refinery became operational between the years 2021 and 2022. The budget for executing the megaproject of Phase 14, which includes drilling, construction, and installation of offshore platforms, as well as the procurement and implementation of offshore pipelines and facilities, amounted to $5.2 billion.
According to the National Iranian Oil Company, the commissioning of this phase will produce 50 million cubic meters of city gas (methane), 75,000 barrels of gas condensate, and 400 tons of sulfur daily, along with an annual output of one million tons of liquefied gas (LPG) and one million tons of ethane to supply feedstock for petrochemical units.
14th Refinery:
The development plan for Phase 11 is the latest project in the South Pars gas field, located near the shared border with Qatar. This phase is recognized as the first project contracted under the new generation of oil and gas contracts (IPC) by the National Iranian Oil Company to attract foreign investments. Contract was signed on July 16, 2017, with a consortium consisting of Total from France, CNPCI from China, and Petropars.
The Phase 11 project will be executed in two interconnected stages. First phase involves drilling 30 wells and constructing two production platforms, each equipped with 15 wells, aimed at producing two billion cubic feet of gas per day, along with a planned output of 80,000 barrels of gas condensate. Associated facilities include two pipelines, each 32 inches in diameter, with a total length of 270 kilometers.
According to conducted studies, this field is expected to experience a pressure decline three years after the commencement of production, necessitating the installation of compression facilities to maintain production levels during the second phase. For this reason, Phase 11 of the South Pars gas field is recognized as the most complex development project among other initiatives in the South Pars gas field.
Natural Gas Sweetening
In the natural gas sweetening process, the removal of acidic impurities such as H2S and CO2 is performed using alkanolamines. These compounds are utilized due to their properties, such as low viscosity and non-absorption of hydrocarbons over a wide range of pressures. However, irreversible reactions with organic acids lead to the degradation of amines and the formation of thermally stable salts (HSS), which result in issues such as reduced absorption of acidic gases, equipment corrosion, and foaming in the absorption tower. These salts, along with the reduction of pH in the amine solution, compromise the protective layers of metals and exacerbate corrosion. Annual corrosion costs impose millions of dollars in expenses on the industry, with only a limited portion of these being manageable.
In the sweetening units of the country’s gas refineries, corrosion, particularly in the amine regeneration tower and areas with CO2-rich vapor condensation, is a significant challenge. One of the main causes of this issue is the reduction of the amine inlet temperature to the regeneration tower below safe operational temperatures. In the South Pars gas complex, corrosion is attributed to the high levels of thermally stable salts in the methyldiethanolamine (MDEA) solution and the presence of CO2. Additionally, the high flow rate of amine and elevated amounts of monoethylene glycol (MEG), which is added as a corrosion inhibitor to natural gas, contribute to increased reboiler temperatures and intensified corrosion.
The existing corrosion is attributed to the presence of acidic gases that have not been effectively separated from the amine solution. To investigate and mitigate this issue, unit simulations will be conducted using Aspen Plus software, and operational parameter adjustments will be explored with the aim of increasing amine temperature and reducing acidic compounds at the bottom of the tower.
Description of The Process
Removal of Impurities:
Raw natural gas extracted from the ground contains impurities such as sand, water, and heavy hydrocarbons. Initially, these impurities are separated from the gas. This is typically accomplished through mechanical processes utilizing gravity separators or cyclones.
Removal of Hydrogen Sulfide and Carbon Dioxide:
This stage, known as the main sweetening process, involves the removal of acidic gases such as hydrogen sulfide (H₂S) and carbon dioxide (CO₂). These gases can produce corrosive acids in the presence of water. The primary sweetening processes include the following:
Use of Amines: A common method where amine solutions, such as monoethanolamine (MEA) or diethanolamine (DEA), are employed to absorb acidic gases.
Use of Physical Solvents: Such as sulfolane, which is utilized for the absorption of acidic gases at high pressures.
Water Removal:
Residual water in natural gas must be eliminated to prevent the formation of hydrates and corrosion. This is typically achieved through the use of adsorbents such as silica gel or alumina, or through cryogenic processes.
Removal of Additional Contaminants:
In some cases, it may be necessary to remove other impurities such as mercury or heavier hydrocarbons. This is accomplished using specialized adsorbent beds or distillation units.
Stabilization and Final Preparation:
At this stage, the purified gas is conditioned to meet the desired specifications for transportation and final use. For example, adjustments may be made to pressure and temperature.
Quality Control and Safety:
Finally, the quality of the purified gas is assessed to ensure compliance with required standards. Additionally, all stages of the process must be continuously monitored for safety and efficiency.
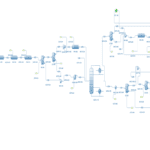
Optimization and Simulation of the Unit Using Aspen Plus Software
Design of Column Internals:
The design and simulation of column internals in the natural gas sweetening process at the South Pars Gas Complex aim to remove undesirable compounds such as carbon dioxide and hydrogen sulfide. These columns are designed to maximize the contact area between the gas and liquid phases. By utilizing appropriate trays or packing materials, the separation process is optimized. The selection of materials, optimal design of trays, and operational conditions such as temperature and pressure significantly influence separation efficiency and the reduction of operational costs.
Simulation of the column internals can be performed using process simulation software such as Aspen Plus and HYSYS. These software tools allow engineers to modify various parameters, including temperature, pressure, and feed composition, and observe their effects on column performance. The simulation results help identify the strengths and weaknesses of the design and enable process optimization. After conducting simulations and analyzing the results, necessary modifications are implemented to enhance column performance, followed by operational testing to verify efficiency and compliance with the initial design.

Based on the simulation results, the figure below illustrates the bed temperature profile, while the table below displays the concentrations of carbon dioxide and hydrogen sulfide in the upstream and downstream flows of the regeneration column under operational conditions.

Sensitivity Analysis and Optimization of Pressure and Flow Rate in The Regeneration Column
The sensitivity analysis of pressure and flow rate in the regeneration columns at the South Pars complex is conducted to assess the impact of variations in these parameters on system performance. By developing mathematical models and performing precise simulations, critical points can be identified where small changes in pressure and flow rate can significantly affect the purity and output flow rate. This analysis not only aids in identifying key parameters but also provides insights into predicting system behavior under varying conditions.
Following the sensitivity analysis, the optimization phase for pressure and flow rate commences. In this phase, simulation techniques and optimization algorithms are employed to determine the optimal values for these parameters. This optimization can lead to reduced operational costs and increased production efficiency. The simulations conducted in this context provide a detailed representation of the system’s performance under different conditions, assisting decision-makers in formulating effective strategies to enhance the efficiency of the regeneration columns.

Aspen Plus Version 10

Main Simulation and Calibration (Version 14)
The main simulation at the South Pars Gas Complex serves as a key tool for analyzing and examining industrial processes. This simulation is typically conducted using advanced software such as Aspen Plus, which enables precise modeling of complex system behaviors. In this simulation, mathematical and physical models are designed based on real data to accurately represent the processes and various interactions within the system. The goal of this simulation is to achieve a better understanding of performance and optimize gas and petrochemical production processes at the complex.
Calibrating simulations with operational data is one of the critical stages in validating simulation models. In this phase, the results of the main simulation are compared with actual data collected from the complex to assess the accuracy and reliability of the model. If the simulation results align with the real data, confidence in the model’s validity can be established, allowing it to be used for predicting system behavior under various conditions. This calibration process in Aspen Plus assists managers and engineers in making informed decisions regarding the optimization and management of processes.

Heat Exchanger Design (Version 12)
In simulating heat exchangers using EDR software, the HEX heat exchangers were initially substituted for the previous heat exchangers. The selected heating fluids include LP Steam for the feed stream and MP Steam for the return stream.
The mass flow rates of these fluids were calculated based on the heat transfer equation. For LP Steam, the flow rate was determined to be 4900.3 kg/hr, while for MP Steam, it was established at 4952.06 kg/hr. Following the simulation of the exchangers in Aspen Plus Version 12.1, their specifications were designed using Aspen EDR Version 14.
The design of the exchangers involves determining dimensions, heat transfer area, and tube types to achieve optimal heat transfer performance. This design is conducted based on the flow rates and inlet and outlet temperatures of the fluids to enhance the overall system efficiency.

Heat Exchanger Design
The design of heat exchangers in Aspen Plus for the South Pars Gas Complex serves as a key tool for process optimization and energy efficiency enhancement. This software, with its advanced capabilities, enables precise modeling of heat exchangers. Users can input parameters related to the fluids, temperature, pressure, as well as the thermal and physical properties of materials to achieve an accurate and optimized design of heat exchangers. Aspen Plus has the capability to simulate the thermodynamic behavior of systems and analyze the performance of exchangers, assisting engineers in selecting the best design based on the specific needs of the process.
Furthermore, Aspen Plus allows engineers to evaluate various design scenarios and analyze the impact of operational condition changes on the performance of heat exchangers. These simulations include assessments of thermal performance, pressure drop, and energy costs. Given the diversity and complexity of the processes at the South Pars Gas Complex, utilizing Aspen Plus as a powerful tool can significantly reduce design time and improve the quality of the final results, ultimately leading to enhanced efficiency and reduced operational costs.

Anil Pars Process Industry Company (SANILCO)
With years of experience and expertise in process engineering and simulation, SANILCO is recognized as a leader in the design and optimization of industrial processes. The company leverages a dedicated and skilled team, capable of executing various simulations and optimizations for different industrial processes, and providing Project Development Plans (PDP) and Front-End Engineering Design (FEED) services that effectively meet the specific needs of each project.
One of the company’s specialized areas is the simulation and optimization of industrial projects, including refineries and phases of the South Pars Gas Complex. This capability encompasses detailed and comprehensive analyses of complex processes, offering innovative solutions for performance improvement and cost reduction, while also ensuring high productivity and efficiency of industrial systems.
APIPCO employs advanced and up-to-date software, utilizing the latest technologies and engineering methods to deliver solutions tailored to the unique requirements of each project. Relying on its technical knowledge and expertise, the company significantly contributes to achieving its clients’ goals in enhancing efficiency and optimizing industrial processes.
Commitment to quality, precision in execution, and customer-oriented service are principles that are consistently upheld in all of the company’s projects. Anil Pars Process Industry Company stands as a reliable and trustworthy partner for its clients in their journey towards industrial growth and development.
Completed Projects by Anil Pars Process Industry Company
Optimization of Natural Gas Sweetening Process in South Pars Refineries Using Aspen Plus
In this project, the simulation and optimization of the natural gas sweetening process in South Pars refineries were carried out using Aspen Plus software by Anil Pars Process Industry Company. The project includes a comprehensive report, internal training courses, and additional Aspen Plus training sessions.